Sinumerik One bis 34 CNC Achsen
SPS Programmierung mit S7-1500
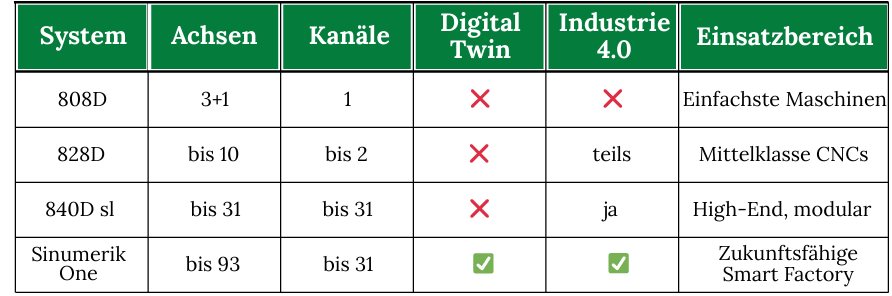
Was kann die SINUMERIK ONE?
(Die digitale CNC-Steuerung für die Smart Factory – entwickelt für Industrie 4.0 und
anspruchsvollste Zerspanung.)
Allgemeine Eigenschaften:
Hochleistungs-CNC für Fräs-, Dreh-, Schleif- und Multitasking-Maschinen
Komplett digitaler Zwilling integriert (virtuelle Inbetriebnahme & Simulation)
Volle Unterstützung für Industrie 4.0, IIoT und Cloud-Anbindung
Modular und skalierbar (Einsteiger bis High-End)
1 bis 93 Achsen, bis zu 31 Kanäle gleichzeitig steuerbar
Highlights & Alleinstellungsmerkmale:
Digital Twin: Virtuelle Maschine (VM) kann 1:1 simulieren, was real passiert
Totale Durchgängigkeit von CAD/CAM → Simulation → NC-Programm → Fertigung
Echtzeit-Simulation vor dem Produktionsstart (Siemens NX CAM, Run MyVirtual Machine)
Vollständig integriert in TIA-Portal
Bis zu 10x schneller als SINUMERIK 840D sl
Programmierung & Bedienung:
Unterstützt:
G-Code / DIN 66025
ShopMill / ShopTurn (Werkstattprogrammierung)
ProgramGUIDE (grafisch gestützte G-Code-Programmierung)
Erweiterbar mit kundenspezifischen Zyklen, Makros, logischen Steuerungen
Touch-basierte Bedienung (Operate-UI)
Hochauflösendes, modernes HMI
Multichannel-Fähigkeit (gleichzeitige Bearbeitung in mehreren Spindeln/Werkzeugen)
Bewegungssteuerung & Präzision:
High-Speed Setting (HSC), Advanced Surface, Top Surface
Simultanbearbeitung bis 5-Achs / 6-Achs
Interpolation auf Bahn, Fläche, Raum
Synchronbearbeitung: mehrere Werkzeuge an einem Werkstück gleichzeitig
Kompensation von Maschinenabweichungen in Echtzeit
Kommunikation & Industrie 4.0:
OPC UA, Profinet, Ethernet/IP, MQTT, Edge-Verarbeitung
Kompatibel mit MindSphere (Siemens IoT-Cloud)
CNC-Daten live ins MES/ERP übertragbar
Integriertes Condition Monitoring und Predictive Maintenance
Maschinenintegration:
Frei konfigurierbare Achsen, Spindeln, Tische, Werkzeugspeicher
Integration von:
Roboter
Handling-Systemen
Automatischen Spannmitteln
Zusatzachsen (C, Y, B, etc.)
Volle Steuerung von Palettenwechslern, Werkzeugwechslern, Mehrkanalprozessen
Service & Wartung:
Remote Service, Cloud-Zugriff
Automatisierte Fehleranalyse mit Vorschlägen zur Behebung
Zustandsüberwachung in Echtzeit
Sicherung & Wiederherstellung über Netzwerke oder Cloud
Typische Einsatzbereiche:
🏭
Hochkomplexe CNC-Maschinen mit vielen Achsen und Spindeln
Werkzeugbau, Formenbau, Luftfahrt, Medizintechnik,
Automobilindustrie
Hersteller mit hohen Anforderungen an Qualität, Flexibilität,
Digitalisierung
Unternehmen, die digitale Zwillinge und virtuelle Inbetriebnahme
einsetzen wollen