

Bild WM838a_1. Mehrfachauspannvorrichtung für 6 x 330 mm Durchmesser, oder 3 x 550 mm oder 1 x 900 mm. System für die Nabenspannung.
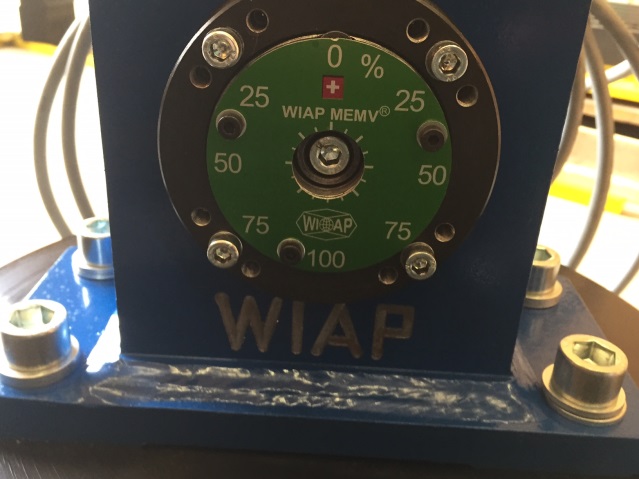
Bild WM838a_2. % Einstellung 0 bis 15500 N Anregerenergie.

Bild WM838a_3. Drehrichtung der Anregerenergie Einstellung.

Bild WM838a_4. Einzel Impeller auf der Mehrfachaufspannung.
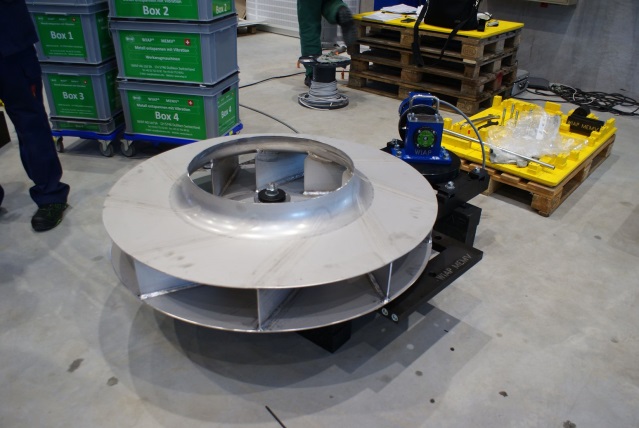
Bild WM838a_5. dito Durchmesser 1300 mm.

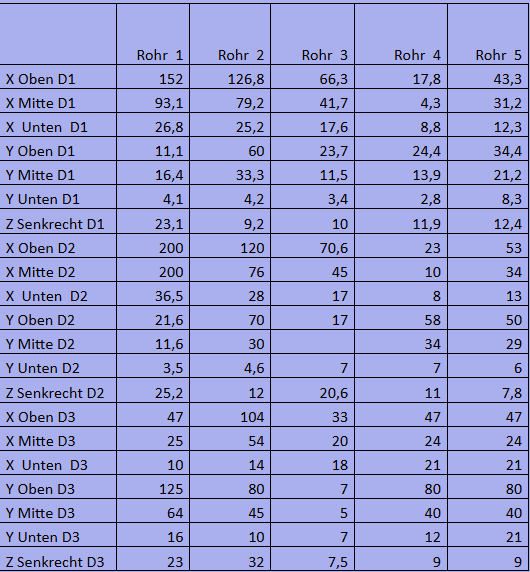
Bild WM838a_6. Status Vermessung der Anreger Achsen, was die X = Transversalwellen, Z = Longitudinalwellen, Y = Quer- oder Schubwellen senkrecht machen. Es wird ein Protokoll erstellt mit allen Positionen, nebst dem über das Steuergerät.

Bild WM838a_7. Der Prozess läuft automatisch. Die Drehzahl wird selber reguliert. Eine Überwachung, welche bei einem Gefahrenwert antastet, automatisch herunter reguliert oder gar in Notstopp auslöst, wenn das Bauteil die Eigenresonanz mit einem zu hohen G Wert anregt.

Bild WM838a_8. 3 Impeller Durchmesser 550 mm, Durchmesser auf der Mehraufspann-vorrichtung.

Bild WM838a_9. Alle Achsen sollen angeregt werden, nur dann erfolgt eine Entspannung genügend. Welche G Werte (1 G= 9,81 m/s2) an welcher Stelle, wird noch die genaue WIAP Formel ermittelt.

Bild WM838a_10
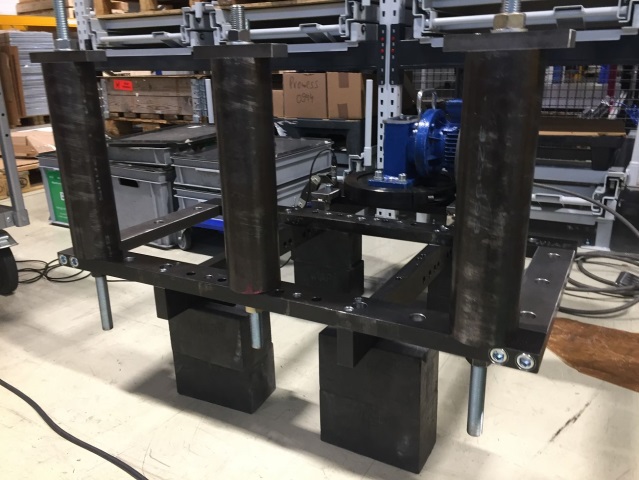
Bild WM838a_11
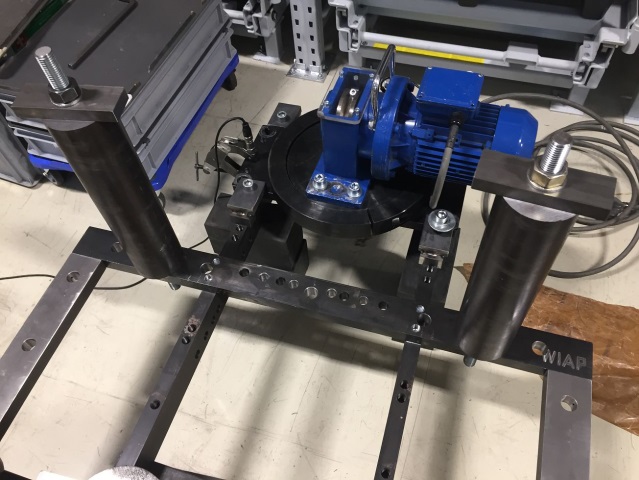
Bild WM838a_12
Skizze WM838a_13
Skizze WM838a_14
Skizze WM838a_15. Bauteil Analysen, 5 Protokolle werden pro Bauteil erstellt.
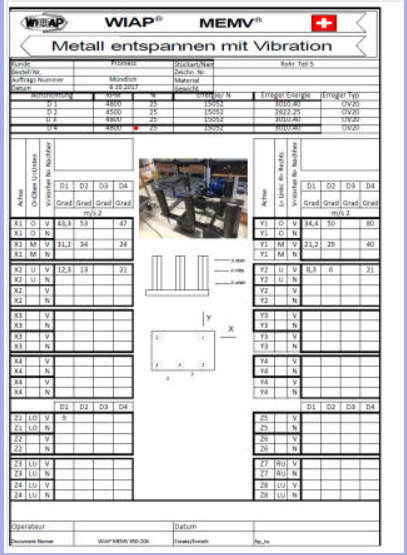
Bild 16. Messprüfprotokoll, das die Art belegt.

Bild 17. 1. Aufspannung D5

Bild 18. Aufspannung D1
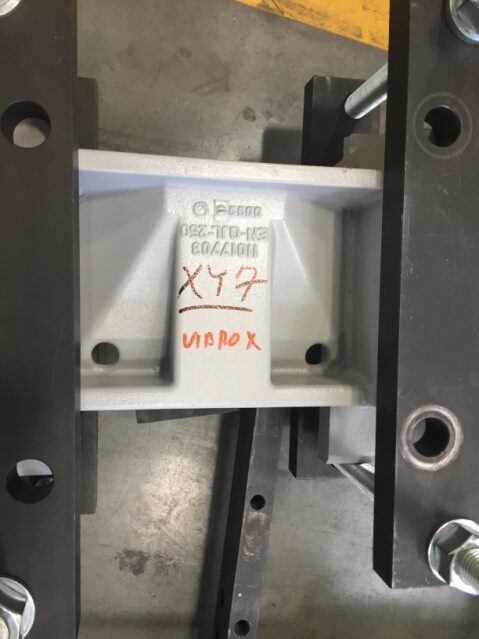
Bild 19.

Bild 20. 2. Aufspannung D3

Bild 21. Aufspannung D3

Bild 22.
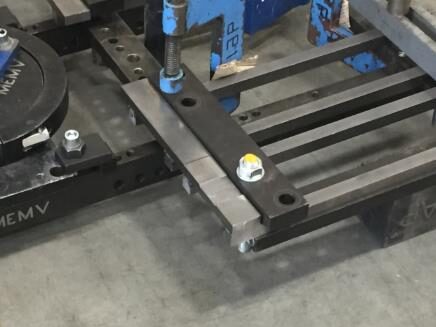
Bild 23.

Bild 24.

Bild 25.

Bild 26.

Bild 27. Ansicht Rohmaterial
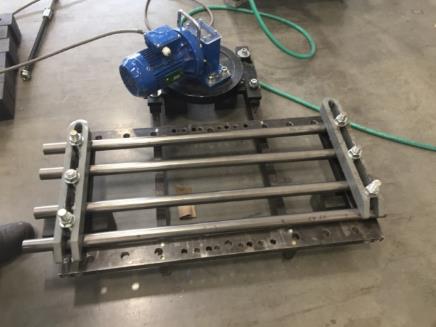
Bild 28. Mehr Richtung MEMV

Bild 29.

Bild 30.

Bild 31. Aufspannprisma auf Mehrfachaufspannung

Bild 32.
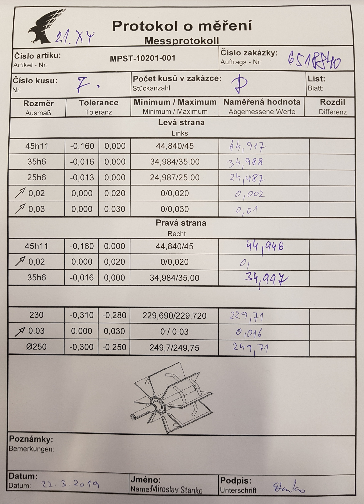
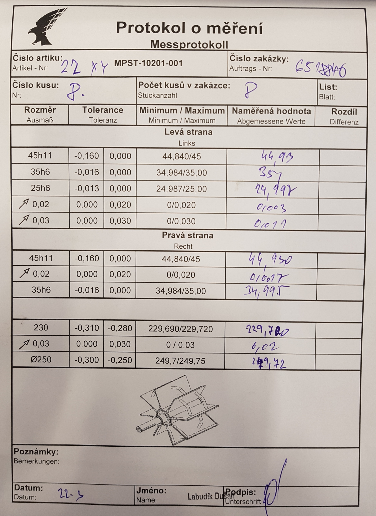

Bild 33.

Bild 34.
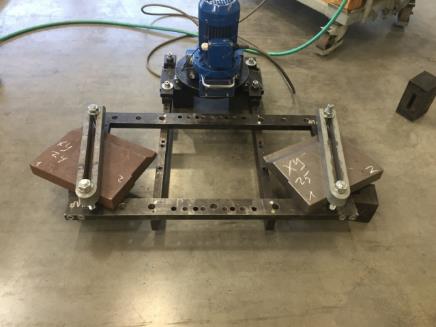
Bild 35.

Bild 36. Hier wäre der Prozess mit der MEMV Anlage während der Schweissarbeit eine Art, die 30% und mehr Verzug reduzieren kann. Dazu wäre das Gerät, es ist in der Einfachausbauart eine ergänzende Variante.