Die WIAP AG hat viele Maschinen umgebaut. Alleine hunderte von CNC Steuerungen. Die Revisionen begannen etwas später. Nachfolgend sehen Sie einen Auszug weniger Projekte, die wir ausführten. Viel Vergnügen beim Betrachten unserer Fotoberichte.
3. Projekt Kurzbeschreibung
Weltweit Maschinen umzubauen, ist eine sehr interessante Aufgabe.
Bisher haben wir fast ausschliesslich in der Schweiz und Deutschland Umbauten durchgeführt. Ein besonders spannendes Projekt durften wir jedoch in Angola realisieren. In diesem Fall handelte es sich um die Maschine TITAN, die ursprünglich eine konventionelle Werkzeugmaschine war.
Das Projekt war in mehrfacher Hinsicht bemerkenswert: Eine dänische Firma hatte die Maschine verkauft – inklusive Umbau – fand jedoch niemanden, der bereit war, nach Angola zu reisen, um die CNC-Steuerung in Betrieb zu nehmen. So kamen wir ins Spiel. Damals haben wir eine Sinumerik 802-Steuerung verbaut. Rückblickend gesehen war das eine Einschränkung, da es sich nur um eine Einkanal-Steuerung handelte. Heute würden wir die modernere Sinumerik 828D einsetzen, die über Mehrkanalfunktionalität verfügt.
Durch solche Projekte konnte die WIAP auf CNC-Ebene viel Know-how aufbauen und erweitern. Wir hatten zudem die Möglichkeit, tiefer in das Lieferprogramm von Siemens einzutauchen – was für uns äußerst lehrreich und spannend war. Im Bericht 500 findet sich ein
Auszug unserer Aktivitäten zu diesem Thema.
Auszug aus Foto Bericht: Umbau Heid WU190
4. Umbau Retrofit Eisenbahnrad
Drehmaschine
Bild 4 A: Fertige Maschine nach dem Umbau. WU5291
Bild 4 B: Alte konventionelle Maschine vor dem Umbau – WU5205
Aufgabe: Die konventionelle Kopier-Drehmaschine Heid soll mit einer neuen CNC-Steuerung ausgestattet werden. Durch den gesamten Umbau wird die Maschine zu einer modernen CNC-Maschine mit automatischer Getriebeumschaltung, Vollverschalung und Späneförderer. Es handelt sich um eine Totalrevision. Es wird ein einfaches, parametrisiertes Programmieren ermöglicht, mit CNC-Programmen, die von WIAP konzipiert und erstellt wurden. Neue 63 mm-Kugelrollspindeln werden in der Z-Achse und 50-mm-Kugelrollspindeln in der X-Achse installiert. Das Bett wird neu geschliffen, der Schlitten neu eingeschabt. Eine neue Spannvorrichtung mit dem WIAP-Spannkonzept und Doppelspannzylindern wird eingebaut, damit die Futterspannung für das Schruppen und Schlichten mit zwei unterschiedlichen Spanndrücken betrieben werden kann. Ein neues automatisches Schmiersystem wird ebenfalls integriert. Die Maschine erhält einen 4-fach Kopfrevolver, um das kollisionsfreie Drehen der Eisenbahnräder zu ermöglichen. Die Maschine wird für die Produktion bei der Deutschen Bundesbahn verwendet. WU5205
Bild 4 C: Die Maschine beim Kunden platziert WU5290 Die Maschine ist bereits beim Kunden in der Produktion plaziert. Alles ist im Lieferumfang enthalten, von A bis Z wird alles von WIAP übernommen. Es sind keine Drittanbieter beteiligt, was bedeutet, dass keine zusätzliche Koordinations- oder Planungsaufwand für den Kunden erforderlich ist. Dies sorgt für eine bessere Kostenkontrolle und vereinfacht den gesamten Prozess.
Bild 4 D: Spurkränze Drehen – Ein besonderes Thema – WU5287b Das Drehen von Spurkränzen stellt eine besondere Herausforderung dar. Doch mit der modernen CNC-Technik gibt es hier keine Grenzen mehr. Im Vergleich zum früheren Kopierdrehen ist die Bearbeitung heute wesentlich einfacher und präziser.
Bild 4 E: Ein Umbau-Konzept: Erstellt und konstruiert von A bis Z durch WIAP – WU5290d Das Umbau-Konzept wird komplett von WIAP erstellt und konstruiert, ohne Drittunterstützung. Dies ist möglich, weil WIAP eigene CNC-Drehmaschinen herstellt und über jahrzehntelange Erfahrung im Bereich Drehen verfügt. Heute steht bereits die zweite Generation von WIAP an der Spitze der Technik, mit dem Ziel, noch besser zu werden. Dank fortschrittlicher Elektronik wird dies immer einfacher und effizienter.
Auszug aus Foto Bericht: Umbau MFD Walzendrehmaschine WU120
5. Umbau Retrofit 1. Walzen Drehmaschine
Bild 5 A: Aufgabe: Umbau der konventionellen Kopier-Walzendrehmaschine mit neuer CNC-Steuerung – WU54715 Die konventionelle Kopier Walzendrehmaschine soll mit einer neuen CNC-Steuerung ausgestattet werden, einschließlich einer Totalrevision. Die Bediener waren es gewohnt, zu kopieren, weshalb sehr einfache, parametrisierte CNC-Programme, die von WIAP konzipiert und erstellt wurden, zum Einsatz kommen. Nach dem Umbau konnte die Maschine nur noch durch die Eingabe der R-Parameter programmiert werden, was den Prozess erheblich vereinfacht.
Neue 80-mm-Kugelrollspindeln werden in der X- und Z-Achse eingebaut. Das Bett wird neu geschliffen, der Schlitten neu eingeschabt. Ein neues, automatisches Schmier-system wird installiert. Auch die vier Klauenkästen werden revidiert und die Federstahleinsätze ausgetauscht.
Bild 5 B: Robuste Bauweise für vibrationsarmes Drehen – WU4735 Die Maschine besteht aus hochwertigem, schwerem Guss, was eine stabile und vibrationsarme Bearbeitung ermöglicht. Diese Konstruktion trägt wesentlich dazu bei, dass präzise und gleichmäßige Drehvorgänge gewährleistet sind.
Bild 5 C: Umbau der robusten, schweren konventionellen Walzendrehmaschine auf CNC – WU4725 Diese robuste, schwere, konventionelle Walzendrehmaschine wurde von WIAP auf eine moderne CNC-Steuerung umgebaut, um die Präzision und Effizienz der Bearbeitung zu steigern
Bild 5 D: Z-Achsführung für starken Querkraft Schnittdruck – WU4740 Die Z-Achsführung der Maschine ist speziell für einen sehr hohen Querkraft Schnittdruck ausgelegt. Die Maschine verfügt über vier Stähle, die gleichzeitig die Walzenkontur drehen, was zu einer erheblichen Führungsbelastung führt. Zusätzlich waren in der Maschine Einlagebänder aus Federstahl verbaut, die von uns ausgetauscht wurden, um die Leistung und Präzision zu optimieren.
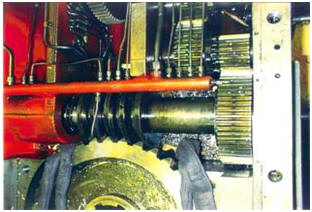
Bild 6 A: Durchdachte Schaltlösung mit Zylinderansteuerung – WU3420 Das Schaltgestänge der Schaltgabeln wird über Zylinder angesteuert. Diese gut durchdachte und kluge Schaltlösung sorgt für eine präzise und effiziente Steuerung der Maschine.
Bild 6 B: Zweite Reparatur des Spindelstock Lagerdefekts – WU3470 Ansicht der ausgebauten Hauptspindel der Heyligenstaedt-Maschine nach der zweiten Reparatur des Spindelstock-Lagerdefekts.
Bild 6 C: Ordnungsgemäße Lagerung der Spindelstock-Komponenten – WU3490g Alles aus dem Spindelstock ist so abgelegt, dass alle Distanzringe wieder an den richtigen Platz kommen. Dies gewährleistet eine präzise und fehlerfreie Wiederzusammenstellung der Komponenten.
Bild 6 D: Demontage des Spindellagers mit Pressverband-Pumpe – WU3490x Hier wird das Lager mit einer Pressverband Pumpe abgepresst. Dieses Verfahren war einige Jahre lang sehr populär. Fehlt jedoch eine solche Pumpe, die etwa 3000 CHF kostet, sowie das erforderliche Öl, ist eine Demontage nicht möglich.
Sollte zudem der Sitz bei der Montage leicht beschädigt werden und die Abdichtung nicht mehr korrekt sein, wird die Demontage äußerst kompliziert und erfordert einiges an Kreativität, um das Ziel zu erreichen. Der Abpressdruck ist beim Pressverband enorm, beispielsweise 2500 bar. In diesem Fall war der Ölanschluss des Pressverbands an der vorderen Spindelnase angebracht.
Ende der Reparatur des Spindelstock-Lagers der Heyligenstaedt-Maschine
Auszug aus Foto Bericht: Umbau Gleason Hobelmaschine WU180
7. Umbau Gleason Hobelmaschine auf CNC
Bild 7 A: Umbau der alten, konventionellen Gleason Zahnrad-Hobelmaschine auf CNC WU5400 Der Kunde besitzt eine alte, konventionelle Gleason Zahnrad-Hobelmaschine und wollte diese mit einer neuen CNC-Steuerung aufrüsten. Der Umbau umfasst den Anbau der neuen CNC-Steuerung an die bestehende Maschine, um die Präzision und Effizienz zu erhöhen.
Bild 7 B: Umbau mit neuen Vorschub-Motoren und kompakt integriertem Elektroschrank WU5410 Es wurden drei neue Vorschub-Motoren an der Maschine angebaut. Der Elektroschrank ist kompakt und direkt an der Maschine befestigt, was die Handhabung und Wartung vereinfacht.
Bild 7 C: Einfache und schnelle Lösung zur Kegelrad-Produktion – WU5420 Mit nur wenigen Parametern kann der Operator die Anzahl der Zähne, das Modul und weitere Einstellungen eingeben. Dies bietet eine einfache und schnelle Lösung zur Produktion von Kegelrädern Ende Umbau Zahnrad Hobelmaschine Gleason
Auszug aus Foto Bericht: Umbau Heyligenstaedt Spindelstock WU130
8. Reparatur Spindelstock an
Grossdrehmaschine Heyligenstaedt
Bild 8 A: Reparatur des Spindelstocks nach Beschädigung durch zu großes Werkstück– WU3320 Der Kunde hatte ein zu großes Werkstück auf der Maschine eingespannt, was den Spindelstock zerrissen hat. Die Maßnahmen von WIAP beinhalteten die Demontage der Spindel, die Reparatur des Spindelstock Gusses und die Installation einer neuen Spindellagerung. Anstelle der ursprünglichen Gleitlager wurde die bewährte NN-Lagerung in der vorhandenen Hauptspindel eingebaut, und zwar mit einer 2-teiligen Büchse, um die Montage zu ermöglichen.
Die Konstruktion, Demontage und Montage wurde von WIAP AG durchgeführt. Die Bearbeitung fand direkt beim Kunden statt, wobei der Ausführungsort des Projektes in der Schweiz lag.
Zusätzlich wurde eine neue Frontplatte zur Stabilisierung angebracht. Der Spindelstock hatte einen Riss quer durch die Struktur, den wir mit der großen Frontplatte abstützen konnten, um weiteres Spreizen zu verhindern. Auf einem Bohrwerk wurde alles sorgfältig gefräst, und zahlreiche große Gewinde mussten geschnitten werden, um die Anpresskraft mit der Reibung in Einklang zu bringen, damit auch weiterhin große Werkstücke beladen werden können.
Bild 8 B: Demontage der Planscheibe als erster Schritt – WU3095 Als erstes muss stets die Planscheibe demontiert werden. So wird der Zugang zu den darunterliegenden Komponenten gewährleistet und eine reibungslose Weiterbearbeitung ermöglicht
Bild 8 C: Feinfühlige Kranhandhabung beim Entfernen der Planscheibe – WU3020 Beim Abnehmen der Planscheibe von der Spindelnase ist eine präzise und feinfühlige Steuerung des Krans erforderlich, um Beschädigungen an Bauteilen und Spindel zu vermeiden.
Bild 8 D: Austausch der Spindellagerung und Installation der neuen Frontplatte WU3340 Eine neue Frontplatte wurde montiert. Die ursprünglich als Gleitlager ausgeführte Spindellagerung haben wir durch eine bewährte NN-Spindellagerung ersetzt. Die versenkte Aufnahme für die Gleitlager wurde mit einer präzise gefertigten zweiteiligen Hülse neu ausgeführt, sodass sich die Lager nun problemlos montieren und demontieren lassen.
Im Vergleich zu Standard Spindellagerungen ist diese Variante etwas aufwändiger einzustellen, da die Vorspannung je nach Drehzahl exakt angepasst werden kann. Dadurch lässt sich auch das Vibrationsverhalten der Spindel optimal regulieren. WU3340
Auszug aus Foto Bericht: Umbau Megabore WU232
9. Umbau Mega Bore Gross CNC
Drehmaschinen Steuerung Austausch
Fanuc 18i auf Sinumerik 802DSL
Bild 9 A: Maschinengewicht Mega Bore WU_232_190 Das Leergewicht der Mega Bore CNC Maschine liegt bei über 20 Tonnen.
Ein kleines Loch in der Verschalung führte zu einem schweren Wasserschaden an der Fanuc 18i-Steuerung. Da weder Ersatzteile noch fachkundige Unterstützung seitens des Steuerungsherstellers zeitnah verfügbar waren – trotz dreimaliger Reparaturversuche bei Fanuc – entschieden wir uns, die gesamte Steuerung inklusive aller Motoren zu ersetzen. Eine Reparatur der Fanuc-Einheit hätte allein für Display- und CPU-Austausch hohe Kosten verursacht, ohne die Maschine wieder zuverlässig in Betrieb zu bringen.
Der Kunde verzichtete auf weitere Wartezeiten: Nach fast drei Monaten Stillstand installierten wir binnen zwei Wochen eine neue Siemens Sinumerik 802 D. Obwohl sämtliche Elektropläne und das PLC-Programm komplett in asiatischen Schriftzeichen verfasst waren, konnte unser Team die Dokumentation dank langjähriger Erfahrung mit europäischen CNC-Maschinen problemlos entschlüsseln und umsetzen.
Projektcode: WU_232_190
Bild 9 B: Deutlich reduzierter Kabelaufwand WU_232_290 Durch die neue Steuerungsintegration wurde die Anzahl der lose verlegten Kabel drastisch reduziert. Im Vergleich zur ursprünglichen Installation sind heute nur noch etwa 30 % der Kabellängen erforderlich. Das Ergebnis ist ein aufgeräumtes Maschinendesign, das die Wartung vereinfacht und die Betriebssicherheit erhöht.
Bild 9 C: Erneuerter Z-Antrieb mit 1:2-Untersetzung– WU5500 Der gesamte Z-Antrieb wurde durch eine von WIAP entwickelte 1:2-Untersetzung erneuert. Diese Konstruktion verdoppelt das verfügbare Drehmoment bei gleichbleibender Motorleistung und verbessert gleichzeitig die dynamische Steifigkeit. Ergebnis sind schnellere Verfahrwege, höhere Präzision und eine spürbar gesteigerte Prozessstabilität.
Bild 9 D:
Bild 9 E: Externe X-Bremse für Vorschubmotoren WU5510 Damit alle Vorschubmotoren ohne integrierte Bremsen eingesetzt werden konnten, wurde aus Ersatzteilgründen eine externe X-Bremse konstruiert und installiert, anstatt die Bremsen direkt in den Motoren unterzubringen.
Bild 9 G:
Auszug aus Foto Bericht: Umbau Wotan Bohrwerk WU160
10. Foto Bericht 01 Wotan Bohrwerk
Bild 10 A:
Auftragsumfang: CNC-Umbau mit Sinumerik-Steuerung – WU5009
Der Umfang des Projekts umfasste: Demontage des Zentralantriebs sowie der Einzelachsantriebe Integration eines CNC-gesteuerten Rundtischs Anbau neuer Kugelrollspindeln in den Achsen X, Y und Z Auslegung und Montage einzelner Vorschubmotoren Konstruktion, Fertigung und Endmontage durch WIAP
Hier sehen Sie die fertig umgebaute Maschine mit der neuen Siemens Sinumerik CNC Steuerung. WU5009
Bild 10 B: Maschinenachsenübersicht – WU5010 Die Maschine verfügt über drei lineare Achsen (X-, Y- und Z-Achse) sowie einen CNC-gesteuerten Rundtisch. Zusätzlich ist eine lineare W-Achse als Erweiterung der Z Achse integriert, um spezielle Verfahrwege abzudecken.
Auszug aus Foto Bericht: Umbau Waldrich WU170
11. Foto Bericht Waldrich Hobelmaschinen
Umbau
Bild 11 A: Umbau der Waldrich-Hobelmaschine auf neue CNC-Steuerung – WU5380 Im Jahr 2001 hat WIAP die Waldrich Hobelmaschine mit einer Multitron-CNC Steuerung modernisiert. Da CNC-gesteuerte Hobelmaschinen selten auf dem Markt verfügbar sind und die Ersatzteilversorgung für Elektronik nach etwa zehn Jahren ausläuft, entschied sich der Kunde nun zu einer weiteren Steuerungs erneuerung. Die fertig umgebaute Hobelmaschine arbeitet inzwischen mit der neuen CNC-Steuerung und hobelt erfolgreich die ersten beiden Balken. Dabei sind bis zu acht sowie vier Werkzeuge gleichzeitig im Eingriff, was höchste Produktivität und Präzision gewährleistet.
Bild 11 B: Hochpräzise Bohrung der Stiftlöcher WU3120 Die Waldrich-Hobelmaschine mit den verkürzten Seitensäulen wurde zuerst auf einem Bohrwerk bearbeitet: Wir ließen vier Ø 40 H7 Stiftlöcher mit einer Genauigkeit von 0,01 mm bohren.
Bild 11 C: Modernste CNC-Steuerung für langfristige Sicherheit – WU4020b Die installierte CNC-Steuerung ist der neueste Stand der Technik. Dadurch kann der Kunde sicher davon ausgehen, die Maschine für weitere 20 Jahre zuverlässig betreiben zu können.
Bild 11 D: Modernste CNC-Steuerung für langfristige Sicherheit – WU4020b Die installierte CNC-Steuerung ist der neueste Stand der Technik. Dadurch kann der Kunde sicher davon ausgehen, die Maschine für weitere 20 Jahre zuverlässig betreiben zu können
Bild 11 E: Übergabe und Schulung durch erfahrenen Operateur – WU3120a Der Operateur, der 15 Jahre lang mit der alten CNC-Steuerung gearbeitet hat, macht sich nun mit der neuen Steuerung vertraut. Gleichzeitig übernimmt er die Einarbeitung eines neuen Mitarbeiters, da er zum Jahresende in den wohlverdienten Ruhestand geht.
Auszug aus Foto Bericht: Umbau Walzendrehmaschine WU100
12. Foto Bericht Revision
Walzendrehmaschine 02
Bild 12 A: Aufgabe: Totalrevision der konventionellen Walzendrehmaschine ohne CNC Aufrüstung – WU4424 Die Walzendrehmaschine erhält keine neue CNC-Steuerung, soll jedoch einer umfassenden Totalrevision unterzogen werden. Die Operateure waren es gewohnt, im Kopiermodus zu arbeiten, daher bleibt die Maschine bewusst konventionell.
Getriebeinstandsetzung: Das beschädigte Getriebe wurde komplett überholt und auf Funktionsfähigkeit geprüft.
Reitstockführung: Aufgrund mehrerer Millimeter Absenkung wurde die Reitstockführung neu eingeschabt, um exakte Führung zu gewährleisten.
Kreuzschlitten: Der Kreuzschlitten wurde vollständig revidiert und mit neuen · Gleitbelägen versehen, um Präzision und Laufruhe wiederherzustellen.
Da die Maschine 150 Tonnen wiegt und eine vollständige Demontage sowie der Transport in die Schweiz unwirtschaftlich gewesen wären, erfolgte die Revision direkt vor Ort. Dadurch konnten hohe Transport- und Demontagekosten eingespart werden.
Bild 12 B: Erneuerung von Spindelantrieb und Elektrik – WU4415 Die Maschine verfügt über einen leistungsstarken 220 kW-Spindelantrieb. Im Rahmen der Revision haben wir die gesamte elektrische Anlage inklusive des Spindelantriebs durch moderne Komponenten ersetzt, um Zuverlässigkeit, Effizienz und Wartungsfreundlichkeit nachhaltig zu steigern.
Bild 12 C: Ausnahmetalente der Facharbeiter WU4420 Die Facharbeiter, die diese Walzen drehen, sind wahre Profis mit außergewöhnlichem Talent und langjähriger Erfahrung. Ihr handwerkliches Geschick und ihre Präzision ermöglichen es, auch anspruchsvolle Bearbeitungsaufgaben effizient und in gleichbleibend hoher Qualität zu meistern.
Bild 12 D: Dauerhafte Belastung des Schlittens mit hoher Vorschubkraft – WU4350 Der Schlitten wurde kontinuierlich mit einer Vorschubkraft von etwa 20 Tonnen belastet.
Bild 12 E: Neubelegung der Schlittenführung und Schmieroptimierung – WU4302 Die Schlittenführung wurde vollständig mit SKC belegt. Gleichzeitig wurde das gesamte Schmierungssystem umfassend verbessert und erneuert. Die komplette Schlittenrevision erfolgte in der Schweiz und wurde innerhalb von sechs Wochen abgeschlossen.
Bild 12 F: Überholung des Längsschlitten Vorschubantriebs – WU4310 Der gesamte Längsschlitten Vorschubantrieb, der die Zahnstange antrieb, war komplett ausgelaufen und wurde vollständig überholt, um eine reibungslose Funktion zu gewährleisten.
Bild 12 G: Überholung des 20-Tonnen-Schlittens WU4324 Der über 20 Tonnen schwere Schlitten wurde umfassend revidiert. Er erhielt eine neue SKC-Belegung, neu eingeschabte Zahnräder und ein optimiertes Schmiersystem, um höchste Präzision und Leistung zu gewährleisten.
Bild 12 H: Erfolgreiche Beschaffung des defekten Zahnrads – WU4125 Endlich konnte die Hauptgetriebewelle erfolgreich herausgehoben werden, sodass das defekte Zahnrad offeriert und bestellt werden konnte. Dank eines Schweizer Zahnradherstellers war die Beschaffung schnell organisiert. Der Kunde tätigte die Bestellung innerhalb eines Tages, und bereits zwei Wochen später war das Zahnrad nach Muster verfügbar
Bild 12 I: Lob für das Getriebe der MFD – WU4145 Der Einbau des Zahnrads verlief problemlos. Das Getriebe der MFD hat uns wirklich beeindruckt. Hut ab – wir können die Hersteller nur loben. Es ist sensationell, wie die gesamte Konstruktion so zugänglich gemacht wurde. Einfach perfekt. Ein großes Dankeschön an MFD. Diese Maschine gehört zu den besten, die wir je gesehen haben.
Auszug aus Foto Bericht: Umbau Rundtaktmaschine Solma WU300
13. Foto Bericht Rundtaktmaschine Solma
Bild 13 A: Umbau und Automatisierung der Maschine– WU5150 Im Rahmen des Umbaus wurden die Einheiten an einem zentralen Ort zusammengeführt, um die Maschine zu automatisieren und die Bedienung zu vereinfachen. Eine stufenlose Regulierung wurde implementiert, um die Flexibilität zu erhöhen. Die Maschine wurde kompakter gestaltet und mit einer neuen SPS ausgestattet. Der Elektroschrank wurde ebenfalls ersetzt, um modernste Technik zu integrieren und die Effizienz zu steigern.
Bild 13 B: Optimierte Kabelbox-Anordnung – WU5130e Die Kabelbox wurde so positioniert, dass bei Störungen der Elektroschrank nicht jedes Mal geöffnet werden muss. Zudem wurden alle Kabeleintritte von unten angeordnet, um zu verhindern, dass bei den stark ölbelasteten Funktionen Öl in die Kabelbox eindringen kann.
Bild 13 C: Das Panel in der Endmontage Phase. WU5130s
Bild 13 D: Bald fertiges Panel der Maschine. WU5130t
Bild 13 E: 3 Grundbilder der Maschine – WU5130u Die Maschine wurde mit drei grundlegenden Betriebsmodi ausgestattet: Handbetrieb, Halbautomat und Automat. Diese Modi wurden so gestaltet, dass der Operateur die Maschine sicher und einfach handhaben kann, unabhängig von der Betriebsart.
Bild 13 F: WU5130w
Bild 13 G: Klemmen für externes Panel – WU5140 Auf der Seite der Säule wurden Klemmen für das externe Panel installiert. Diese Anordnung ermöglicht es, bei einem Kabelbruch das Kabel schnell zu ersetzen, ohne dass Löten erforderlich ist, was die Wartung erheblich vereinfacht.
Bild 13 H: Einbau von Frequenzumformern für Motoren – WU5140c Anstelle von Schützen wurden für alle Motoren der Einheiten fünf Frequenzumformer mit jeweils 0,75 kW eingebaut. Diese ermöglichen eine stufenlose Regulierung von 0 bis 70 Hertz, mit der Option, auf bis zu 100 Hz zu gehen, was eine Verdopplung der Drehzahl ermöglicht. Die S71200 wurde oben angeordnet, um die Steuerung effizient zu integrieren.
Bild 13 I: Sichere Demontage durch individuelle Stecker – WU5140e Jede Einheit wurde mit einem eigenen Stecker ausgestattet, sodass jede Einheit einzeln demontiert werden kann. Dies gewährleistet die Sicherheit des Operateurs, da die Einheit durch das Ausstecken des Steckers sicher vom Netz getrennt ist.
Bild 13 K: Beschriftung der Relais und Fehlerdiagnose– WU5140f Alle Relais sind am Kabelkanal zusätzlich beschriftet, sodass bei der Fehlersuche auch ohne Elektroschema sofort ersichtlich ist, welches Relais welche Funktion steuert. Alle Funktionen laufen über Relais, wodurch sie auch von extern angewählt werden können. Sollte ein Fehler in der PLC nicht sofort erkannt werden, kann der Operateur bereits eine Vordiagnose durchführen, ohne auf einen Elektroniker angewiesen zu sein. So kann schnell festgestellt werden, ob die Fehlerquelle elektrisch oder mechanisch ist.
Bild 13 L: Sichere Drehzahlregelung mit Plexiglasabdeckung – WU5140h Bei allen Einheiten kann die Drehzahl stufenlos und einzeln reguliert werden. Um ein unbeabsichtigtes Verstellen durch Dritte zu verhindern, haben wir ein Plexiglas über die Drehknöpfe montiert, das die Einstellungen schützt und gleichzeitig eine einfache Handhabung ermöglicht.
Bild 13 M: Einbau von Positionsschaltern für Einheit 1, 2, 3 und 5 – WU5140l Die Einheiten 1, 2, 3 und 5 hatten ursprünglich keinen Positionsschalter. Um diese mit einer Ausschneidezeit arbeiten zu lassen, haben wir ein spezielles Schaltgestänge konstruiert, hergestellt und installiert. Wenn der Schalter vorne die Eingabezeit am Panel meldet, wartet er, um das Ausschneiden zu ermöglichen. Die Schalter müssen nie manuell eingestellt werden, da der Hub konstant 20 oder 40 mm beträgt. Nur der Umschaltpunkt vom Eilgang auf Vorschub kann mithilfe einer Schraube, wie im Bild WU5140j gezeigt, angepasst werden.
Bild 13N: Ansicht der Hubeinheit und Signalnutzung– WU5140n In der Ansicht der Hubeinheit von oben ist ersichtlich, dass wir das alte Signal verwenden konnten, da die Einheit hinten positioniert ist. Dadurch war es nicht notwendig, einen zusätzlichen Schalter zu montieren. Falls gewünscht, wären jedoch auch zusätzliche Schalter problemlos möglich gewesen, da die entsprechenden Vorbereitungen bereits vorhanden sind.
Auszug aus Foto Bericht: Umbau Heyligenstaedt Schaben WU140
Bild 14 A: Korrektur des Geometriefehlers und Erneuerung der Elektrik – WU3270 Die Maschine wies einen Geometriefehler auf, den der Kunde uns bat zu korrigieren. Zusätzlich waren noch alte Schützen und Relais in der Maschine verbaut, die ursprünglich für ein Museum vorgesehen waren. Diese wurden ebenfalls ersetzt, um die Maschine auf den neuesten Stand zu bringen.
Bild 14 B: Fehlerkorrektur mit der Schabmaschine WU3130 Der Fehler wurde nun erfolgreich mit der Schabmaschine korrigiert. In der Regel werden pro Schabdurchgang, je nach angewendetem Druck, ca. 0.002 bis 0.005 mm Material entfernt. Das bedeutet, dass bei einem Fehler im Bereich von 0.1 mm eine erhebliche Menge Material abgetragen werden muss, um den Fehler vollständig zu beheben.
Bild 14 C: Grundschulung für das Schaben – WU3100 Die Grundschulung für das Schaben wurde von den WIAP-Mitarbeitern bei der Firma Georg Fischer erlernt. Damals war eine ununterbrochene Lernzeit von 3 Monaten erforderlich, um diese Fertigkeit zu meistern. Dieses wertvolle Wissen wurde später in das Lehrprogramm der WIAP AG integriert, um auch zukünftigen Mitarbeitern eine fundierte Ausbildung zu ermöglichen.
Bild 14 D: Erfahrung und Präzision beim Schaben WU3025 Das ständige Neupositionieren eines so schweren Spindelstocks für jede Messung ist mühsam. Daher ist es entscheidend, genau zu wissen, wie viele Hundertstel Millimeter an welcher Stelle durch Schaben entfernt werden. Dank der umfassenden Erfahrung, die durch viele Umbauten und intensive Schulungen bei einem renommierten Drehmaschinenhersteller erworben wurde, konnten alle Mitarbeiter wertvolle Fähigkeiten entwickeln. Diese ermöglichen es ihnen, heute ihre Erfahrung einzusetzen, um präzise und hochwertige Arbeit zu leisten.
Bild 15 A: Umbau der konventionellen Walzendrehmaschine auf CNC-Steuerung WU4655 Aufgabe: Die konventionelle Kopier Walzendrehmaschine sollte mit einer neuen CNC-Steuerung ausgestattet und einer Totalrevision unterzogen werden. Die Operateure, die sich an das Kopierdrehen gewöhnt hatten, sollten nun mit einfachen, parametrisierten CNC-Programmen arbeiten können, die von Wiap konzipiert und erstellt wurden. Mit nur wenigen Eingaben der R Parameter konnte alles programmiert werden.
Zusätzlich wurden neue Kugelrollspindeln (80er) in der Z-Achse eingebaut. Das Bett der Maschine wurde neu geschliffen und der Schlitten neu eingeschabt. Ein neues, automatisches Schmiersystem wurde installiert. Auch die 4 Klauenkasten der Maschine wurden revidiert, um die Leistungsfähigkeit weiter zu steigern.
Die Maschine wurde erfolgreich beim Walzen-Testdrehen eingesetzt, wobei die Z Kugelrollspindel (80×10) verwendet wurde. Zum Schutz der Spindel wurde das Wiap Kugelrollspindel-Abdecksystem installiert
Bild 15 B: Einfache Bedienung mit Sinumerik 810T CNC-Steuerung – WU4605 Die neue CNC-Steuerung Sinumerik 810T war für die Operateure besonders benutzerfreundlich gestaltet. Durch das nahezu schalterlose System konnten die Maschinenbediener direkt und unkompliziert mit der Maschine arbeiten. Fast keine Schalter waren notwendig, was die Bedienung erheblich vereinfachte und den Arbeitsprozess effizienter gestaltete.
Bild 15 C: Umbau der Walzendrehmaschine MFD WU4626 Die Walzendrehmaschine MFD hatte ein beeindruckendes Gewicht von etwa 40 Tonnen. Im Zuge des Umbaus wurde der alte Vorschubgetriebeanteil entfernt, um Platz für die neue Technologie und verbesserte Funktionen zu schaffen. Dieser Schritt war notwendig, um die Maschine für den nächsten Produktionsschritt vorzubereiten und die Leistung weiter zu optimieren.
Bild 15 D: Maschinenschlosser Fertigkeiten in Russland – WU4627 In Russland, wenn kein Bohrwerk verfügbar war, wurden auch größere Maschinenkomponenten abgetrennt. Diese Technik war ein wichtiger Teil der Ausbildung eines Maschinenschlossers, da sie präzise Handhabung und Kreativität erfordert. Anstelle von spezialisierten Maschinen wie einem Bohrwerk mussten die Fachkräfte oft improvisieren, um Teile korrekt zu bearbeiten und weiterzuverarbeiten. Das Abtrennen war eine Fähigkeit, die durch Erfahrung und spezielle Fertigkeiten erlernt wurde.
Bild 15 E: Auffrischung der Technik – WU4628a Auch wenn diese Arbeit einen ganzen Tag in Anspruch nahm, war es eine wertvolle Auffrischung und Erinnerung an die Technik des Abtrennens und Bearbeitens von Maschinenkomponenten. Manchmal ist es nicht nur die Geschwindigkeit, die zählt, sondern auch die Präzision und die Möglichkeit, selbst in herausfordernden Situationen bewährte Methoden wieder zu nutzen.
Bild 15 F:
Auszug aus Foto Bericht: Umbau Titan Karusell
16. Umbau Retrofit Karusselldrehmaschine
TITAN
Projektbeschreibung: Umbau der konventionellen Karussell Drehmaschine TITAN Die konventionelle Karussell Drehmaschine TITAN sollte mit einer neuen CNC Steuerung, Kugelrollspindeln, neuen Vorschubmotoren und Abdeckungen ausgestattet und einer Teilrevision unterzogen werden. Der Umbau begann bei einem Maschinenhändler in Dänemark, der jedoch die Steuerung nie anbrachte, was zu fast 1,5 Jahren Verzögerung führte. Der Grund dafür war, dass kein Siemens-Techniker für die Inbetriebnahme und Schulung in Angola verfügbar war.
Übernahme durch Wiap: Die Wiap AG übernahm den Auftrag, um das Projekt zu realisieren. Sven Widmer und Hans Peter Widmer führten den Umbau in Angola durch, nachdem die Wiap nicht in die ursprüngliche Demontage involviert war, was den Aufbau etwas erschwerte. Trotz dieser Herausforderung wurde das Projekt erfolgreich umgesetzt.
Elektrische Vorbereitung und Material: Der elektrische Teil des Umbaus wurde vollständig von Wiap geplant und gebaut, unter der Leitung von Caroline Widmer und Jim Widmer in der Schweiz. Das benötigte Anbaumaterial wurde nach Dänemark transportiert und in einem Container mit der Maschine nach Angola verladen.
Installation und Inbetriebnahme in Angola: In Angola, Luanda, wurde die Maschine aufgestellt, die neue CNC Steuerung mit den Motoren angebaut und die Inbetriebnahme durchgeführt. Nach erfolgreicher Einrichtung wurden die ersten Drehteile produziert, und die Bediener vor Ort in die Nutzung der Maschine eingeschult.
Der gesamte Umbau brachte die Karussell Drehmaschine TITAN auf den neuesten Stand der Technik
Bild 16 A: Die TITAN Karussell-Drehmaschine WU_240_550, ursprünglich konventionell, wurde also auf eine CNC-Steuerung umgebaut und nach Angola geliefert. Benötigst du spezifische Informationen zu dieser Maschine oder zum Umbauprozess?
Bild 16 B: Aufstellen Phase 2. WU_240_40
Bild 16 C: Jetzt ist der 2. Seitenständer montiert. WU_240_50
Bild 16 D: Der Seitenstabilisator unten. WU_240_60
Bild 16 E: Vormals eine konventionelle Karussell Drehmaschine und jetzt neu eine CNC gesteuerte Maschine. WU_240_210
Bild 16 F: Start der Verkabelungen. Sven Widmer WU_240_220
Bild 16 G: Programmierung an der Maschine unter erschwerten Bedingungen: Temperaturen über 30 Grad und gelegentliche Sandstürme, die durch die Halle fegten. WU_240_260.
Bild 16 H: Sinumerik CNC WU_240_240
7. Schlusswort
Maschinenumbauten – ein Beitrag zur Nachhaltigkeit Der Umbau bestehender Maschinen ist ein wichtiges Thema in Zeiten wachsender Umweltverantwortung. Oft stehen Unternehmen vor der Entscheidung: Alte, teils sehr robuste Maschinen verschrotten und durch neue ersetzen – oder doch lieber umbauen und weiterverwenden?
Diese Frage hat immer zwei Seiten. Einerseits bieten neue Maschinen moderne Technik, andererseits sind ältere Modelle oft äußerst solide und durchdacht konstruiert – teils mit einer Qualität, die heute nur noch selten erreicht wird. Nicht immer ist gewährleistet, dass heutige Standards diese Ingenieurskunst vollständig ersetzen können.
Ein weiterer Aspekt: Der Umbau einer bestehenden Maschine ist in der Regel deutlich kostengünstiger als eine Neuanschaffung. Bei tiefgreifenden Umbauten liegen die Kosten oft nur bei etwa einem Drittel bis zur Hälfte des Preises einer neuen Maschine. Bei rein oberflächlichen Modernisierungen sind sogar noch geringere Investitionen möglich.
Unser Fazit: Nachhaltigkeit, Wirtschaftlichkeit und Technikverständnis sprechen oft für den Umbau. Haben Sie Ideen oder Fragen? Sprechen Sie uns gerne an – wir beraten Sie individuell und praxisnah.