






















Nachfolgend die Gewinde Stangen Grössen Tabelle
Schrauben Klemmkraft Information
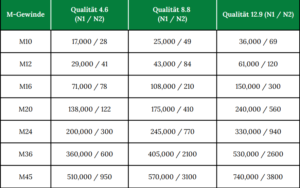
Der erforderliche Anziehdrehmoment kann bei ungeschmierten Schrauben um bis zu 50 %
oder höher liegen.
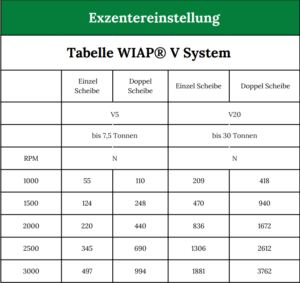
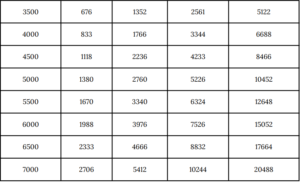
Tabelle 9.A
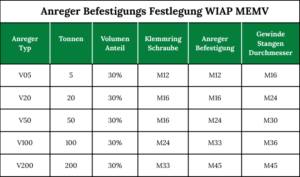
Anreger-Kräfteinformation für V05 und V20
Diese Tabelle zeigt die massgeblichen Kraftwerte für die Anreger-Typen V05 (7,5 Tonnen) und
V20 (30 Tonnen).
Sie dient als Grundlage für die Auswahl und Anwendung im jeweiligen Volumen- und
Werkstückbereich.
Anreger Kräfte Information für den V50 60 Tonnen und V100
120 Tonnen und V200 240 Tonnen.
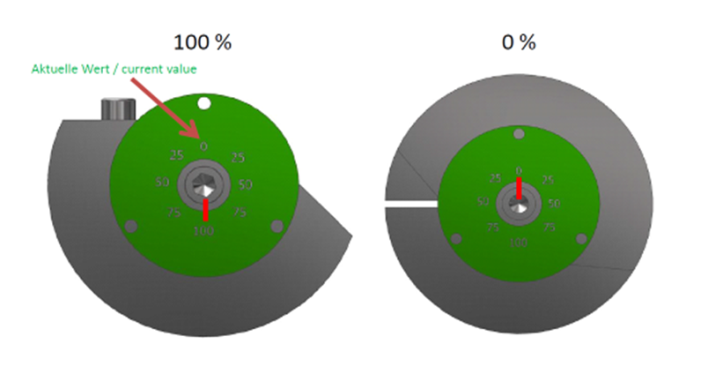
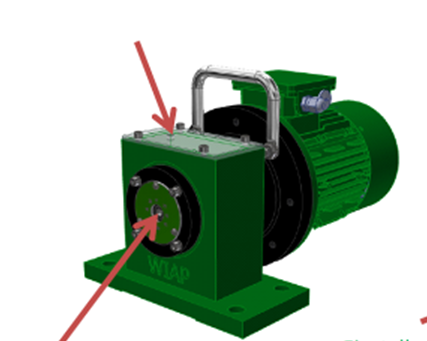
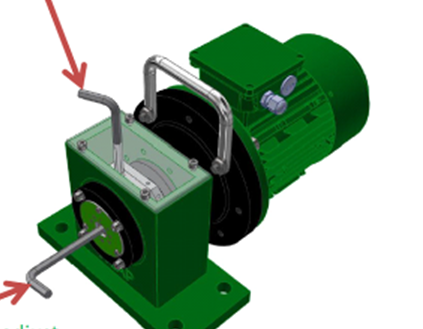
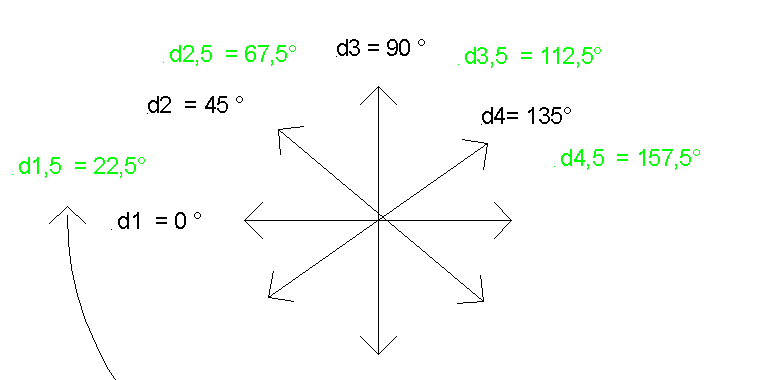
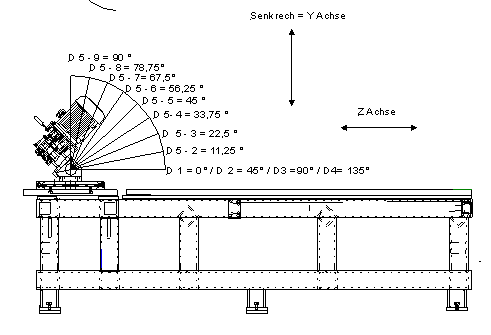
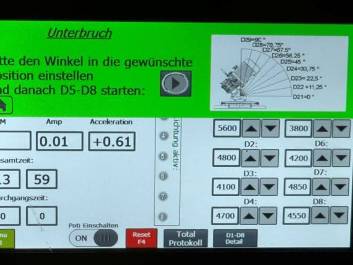
Exzentereinstellung
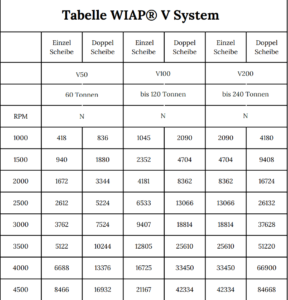
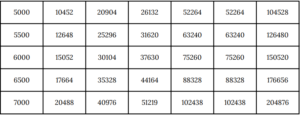
Tabelle 9.B
Anreger-Kräfteinformation für V50, V100 und V200
Diese Tabelle zeigt die massgeblichen Kraftwerte für die Anreger-Typen
V50 (bis 60 Tonnen), V100 (bis 120 Tonnen) und V200 (bis 240 Tonnen Werkstückgewicht).
Sie dient als Grundlage für die Auswahl des passenden Anregers je nach Werkstückvolumen
und -masse im MEMV-Verfahren.