Seit vielen Jahren ist die WIAP ein führender Anbieter im Bereich der Maschinen- und Automatisierungstechnik. Ursprünglich begann die Entwicklung von Poralladern, die speziell für die Firma Trumpf gebaut wurden. Im Anschluss folgten mehrere Projekte für die Firma Tripet, die an Rundschleifmaschinen eingesetzt wurden. Mit der Zeit entwickelte WIAP eigene Maschinen, die zusammen mit Poralladern angeboten wurden.
Heute spielt die Automation eine zentrale Rolle in der Weiterentwicklung der WIAP Technologien. Sie ermöglicht eine präzisere und effizientere Bearbeitung von Materialien, wodurch der gesamte Produktionsprozess optimiert wird. Besonders hervorzuheben ist, dass durch die Automation viele manuelle Aufgaben übernommen werden können, was die Effizienz und Flexibilität steigert.
Neben Poralladern hat WIAP auch eine Vielzahl anderer Lösungen entwickelt. Dazu gehören unter anderem Rundtack-Bänder, Palettenbahnhöfe und massgeschneiderte Flächenportale, die als Plasmabrenn- oder Wasserstrahlschneidanlagen zum Einsatz kommen. Besonders innovativ ist das HLV-Ladesystem, eine kostengünstigere Variante von Portalanlagen, die ohne teure Führungen auskommt, dabei jedoch eine exzellente Funktionalität bietet.
WIAP steht für hohe Qualität und Zuverlässigkeit – in jeder Maschine und jeder Lösung.
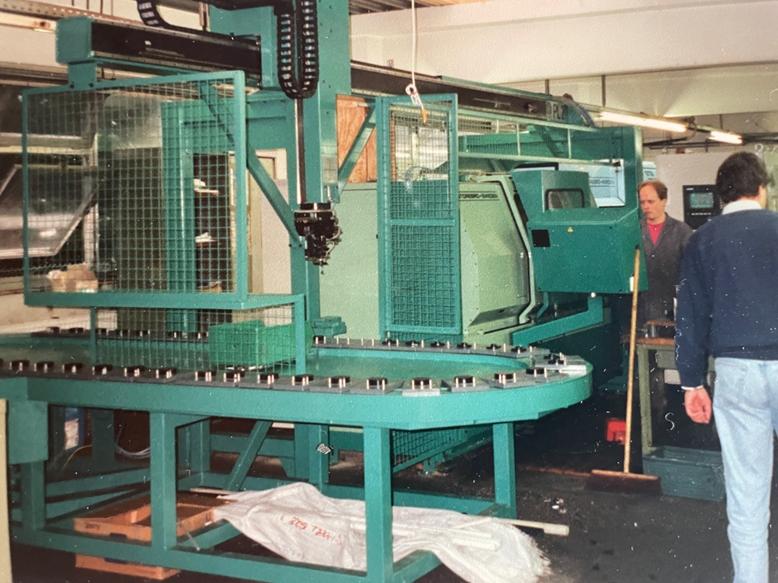
3. WIAP Lader Typ HLV 40 Kg
Werkstück Gewicht
Der WIAP HLV Lader wurde speziell für das Be- und Entladen von Stangen entwickelt. Vor der Einführung dieser Anlage wurden die Teile noch manuell von einem Operator mit zwei konventionellen Drehmaschinen be- und entladen. Die neue Anlage wurde so ausgelegt, dass sie 50 Rohteile gleichzeitig laden kann. Die Teile haben eine Länge von bis zu 4000 mm, einen Durchmesser von 20 bis 40 mm und ein Gewicht von bis zu 40 kg.
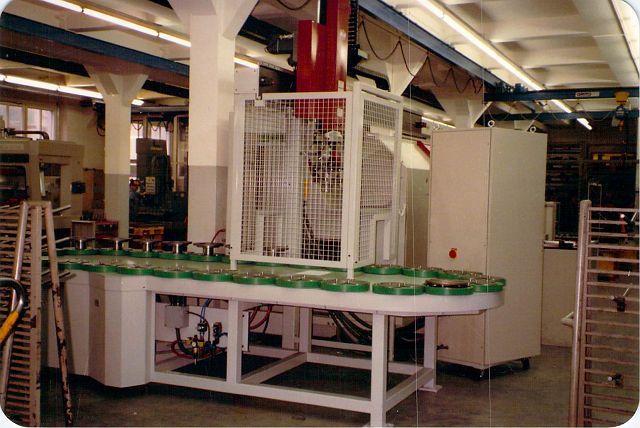
Bild 3 A: Hier ist der HLV Lader mit der ganzen Automation sichtbar.
Ablaufbeschreibung: Die Rohteile werden hinten auf die Auflage gelegt. Mit Vibration werden sie voneinander getrennt. Anschliessend wird das Teil mit einer Drehkralle 150 mm nach vorne befördert und in eine Position gebracht, wo der Ladergreifer das Rohteil aufnehmen kann. Nachdem das Teil bearbeitet wurde, wird es wieder abgelegt. Danach greift eine Fertigteilkrallen-Vorrichtung das bearbeitete Teil und wirft es auf die Ablagestation.
Bild 3 B: Die Werkstücke werden hier aus einem Rohteil-Speicher in eine Werkstück Aufnahmeposition abgelegt.
Bild 3 C: Hier werden die Ankerbolzen Stangen mit dem Portallader HLV in die Maschine geführt
4. HLV Greifer System
Bild 4 A: Der Doppelgreifer (Ansicht von hinten) sorgt dafür, dass das Werkstück immer exakt in der Mitte der Maschine zentriert wird, sodass das Spannfutter präzise eingeführt werden kann.
Bild 4 B: Der Doppelgreifer (Ansicht von vorne) Wird mit 2 Luftzylinder angetrieben.
5. Roh und Fertigteil Ablage System
HLV Anlage
Bild 5 A: Ein Bund mit 50 Ankerbolzen, wobei jedes der 50 Stücke ca. 4000 mm lang und etwa 2 Tonnen schwer ist. Der Bund wird hier auf der Auflage aufgeschnitten. Anschliessend werden die Rohteile automatisch verteilt.
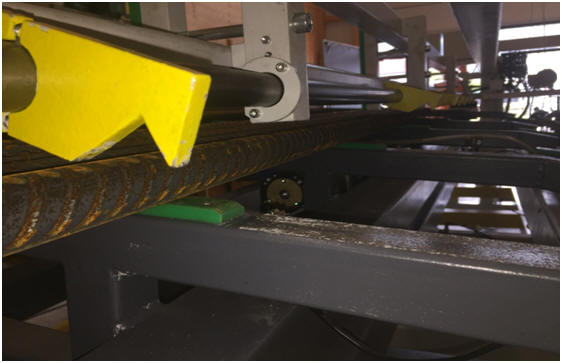
Bild 5 B: Hier ist das Portallader-Laufwagensystem sichtbar, das nur mit 4 Stück V-Rollen an der Ober- und Unterkante des hochgestellten Rechteckrohrs läuft. Das neuartige Laufwagen-Fahrsystem Typ HLV stellt eine sehr preiswerte Lösung dar und kann für viele Automatisierungen eingesetzt werden.
Bild 5 C: Nachdem die Stangenbindung hier aufeschnitten wurde, rollen die Stangen auseinander. Anschliessend werden sie durch Vibration verteilt.
Bild 5 D: Hier ist ein WIAP Vibrator im Einsatz, dessen Exzenterstufe von 5 % bis 100 % eingestellt werden kann. Dabei können bis zu 1500 kp Erregerenergie eingebracht werden. Die Drehzahl lässt sich über die CNC-Steuerung so anpassen, dass die Teile auch aufwärts transportiert werden können
Bild 5 E: Damit der Auflage-Rahmen der Rohteile nicht die gesamte Maschine und Halle durchvibriert, kommen hier auch die WIAP Gummis zum Einsatz.
Bild 5 F: Die Zugänglichkeit der Automation ist von hinten so abgesichert, dass keine Personen in die Gefahrenzone laufen können.
Bild 5 G: Mit diesen Krallen wird die Stange vom Rohteil-Rechen in eine Zwischenstation überführt – dabei wird sie auf ein Prisma gehoben. An dieser Position können sowohl der Rohteil- als auch der Fertigteilgreifer abgesenkt werden, ohne dass es zu einer Störkontur durch die nachfolgenden Rohlinge kommt. So ist ein reibungsloser und sicherer Übergabeprozess gewährleistet.
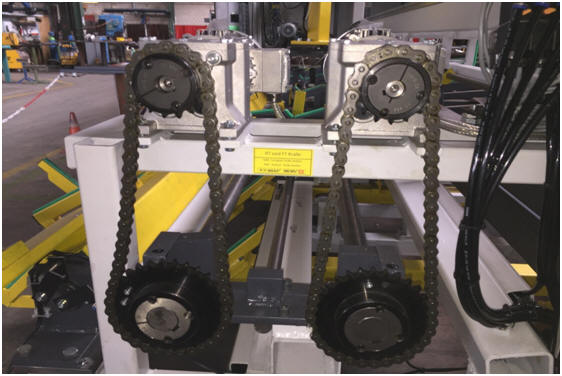
Bild 5 H: Zu sehen ist das Antriebssystem der Rohteil-Kralle (links) und der Fertigteil Kralle (rechts). Ein Getriebemotor übernimmt die Bewegung beider Einheiten. Die Fertigteil-Kralle entnimmt das bearbeitete Werkstück, während die Rohteil-Kralle das neue Rohteil in das Auf- und Ablage-Prisma einführt und dort korrekt positioniert. So läuft der Übergabeprozess automatisch und präzise ab.
6. Montage der HLV Anlage
Bild 6 A: Das neue WIAP HLV System ist eine kostengünstige Automation wo keine Bearbeitung notwendig ist am Ladesystem. Da diese krummen Bananenstangen sowieso nicht in Hochpräzison angeliefert werden, ist die Klemmposition für das Roh- und Fertigteil – der Rohrlader genügend genau.
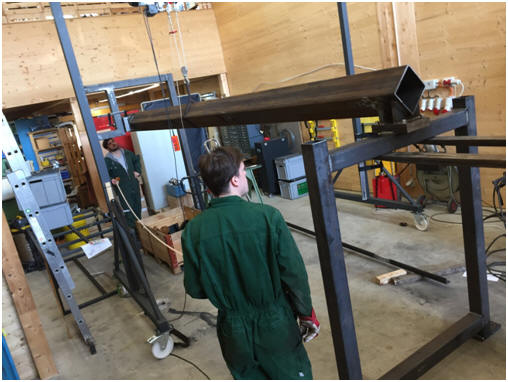
Bild 6 B: Jim Widmer bei der Montage des HLV Laders. Er hat alles mit dem Inventor gezeichnet. Wenn etwas nicht stimmt, muss er mit sich selbst schimpfen!
Bild 6 C: Hier wir ein Vierkantrohr schräg gestellt, dass der Laufwagen in den Ecken fahren kann
Bild 6 D: Der Laufwagen läuft mit 4 Kunststoffrollen oben und unten. Zusätzlich wird eine Verschleissschiene aus S355-Material angebracht, damit der Wagen gut rollt. Bis jetzt wurden auch nach 50.000 bearbeiteten Teilen keine Einlaufspuren festgestellt. Auch die Verschmutzung bleibt gering. Zudem wurde eine Tropfschmierung integriert, die sicherstellt, dass kein Trockenlauf die Führung beeinträchtigt.
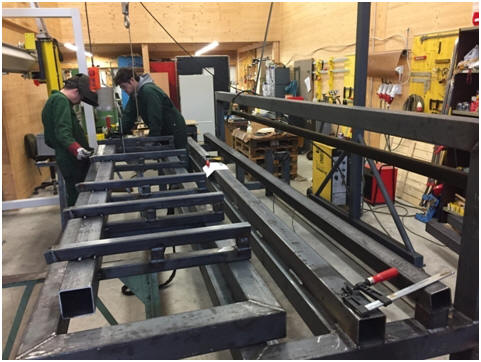
Bild 6 E: Hier wird auch der Hub-Senk-Schlitten montiert. Er ist ebenfalls mit V-Rollen geführt und verwendet zwei 4-Kant Rohre für die stabile Führung.
Bild 6 E: Hier ist der Laufwagen montiert. Angetrieben wird er über eine Zahnstange, was einen schnellen Lauf ermöglicht, ohne dass das Ladesystem ins Oszillieren gerät.
Bild 6 E: Das gesamte Ladesystem und die Zu- und Wegführung werden hier von der WIAP, einschliesslich der Konstruktion, hergestellt. Der Kunde gab nur die Anforderungen vor, und WIAP hat daraufhin ein Angebot gemacht, wie sie es umsetzen würde. Die SBB (Schweizerische Bundesbahn) hat die Lösung nach der Präsentation von WIAP dann ebenfalls bestellt. Die erste Version von WIAP war so schnell, dass der Kunde Lohnarbeit hätte suchen müssen, da das System mit dem HLV zu schnell war.
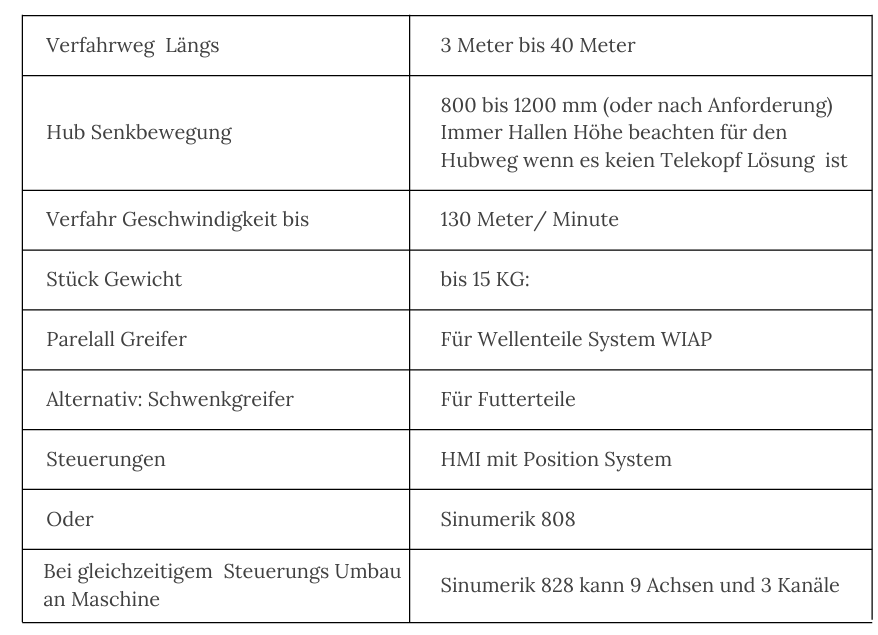
7. Technische Daten der HLV Anlage
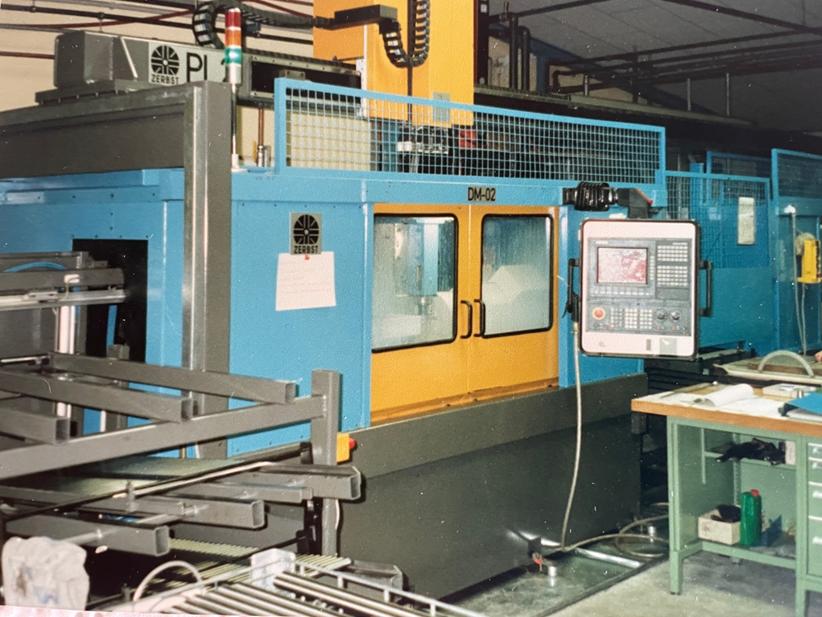
8. WIAP Lader PL2 2 x 7 Kg
Werkstück Gewicht
Einführung: Erfolgsgeschichte des Portalladers WIAP PL2
Die Entwicklung des WIAP Portalladers PL2 begann mit einer konkreten Anfrage eines renommierten Schweizer Schleifmaschinenherstellers. Dieser suchte für internationale Kunden wie Bilz (Deutschland), Grundfos (Dänemark) und Embraco (Brasilien) eine zuverlässige Automatisierungslösung für seine Rundschleifmaschinen. WIAP entwickelte daraufhin den Portallader WIAP PL2 – ausgestattet mit einem Schwenkgreifer, der zwei Werkstücke von je bis zu 7,5 kg sicher und präzise handhaben kann.
Der Erfolg dieser Lösung sprach sich schnell herum. So wurde der Portallader WIAP PL2 wenig später auch für die WIAP-eigene Drehmaschine DM2 A übernommen, die ursprünglich im Rahmen eines Sonderprojekts (CHD) konzipiert wurde. Der Durchbruch kam, als ein deutscher Grosskonzern das Konzept übernahm und den Portallader WIAP PL2 in Lizenz für weitere Kunden baute. Damit floss nicht nur Know-how, sondern auch ein nennenswerter Umsatz in Form von Lizenzgebühren zurück an WIAP – ein Gewinn im mehrfachen Sinne.
Bild 8 A: Der Portallader WIAP PL2 ist für ein Werkstückgewicht von 2 x 7 kg ausgelegt und ermöglicht einen Eilgang von 135 Metern pro Minute. Zusätzlich ist eine Querverfahrweg-Achse als weitere CNC Achse konzipiert, die es ermöglicht, die Teile beliebig auf- und abzulegen.
Bild 8 B: WIAP Portallader PL 2
Bild 8 C: Hier ist der WIAP Portallader an einer Maschine die für Audi Lenkstangen herstellt.
Bild 8 D: Sichere Automatisierung mit dem WIAP PL2 an der Storebro STB 2000: Dieser WIAP PL2 Portallader wurde in Kombination mit einer Rundtakt-Palettenbahn realisiert. Besonders hervorzuheben ist das Sicherheitskonzept: Es existieren keine Klemmstellen für Personen ausserhalb der Bewegungszone des Laders. Der Portallader bewegt sich ausschliesslich in definierten Bahnen und kann die Zone, in der sich Bedienpersonal aufhält, nicht erreichen.
Im Gegensatz zu klassischen Robotersystemen, die bei einem Steuerfehler unkontrolliert ausschlagen und so eine Gefahr darstellen könnten, ist dies beim WIAP PL2 konstruktionsbedingt ausgeschlossen. Das erhöht die Sicherheit im Produktionsumfeld erheblich.
Dieser Portallader wurde speziell für den Einsatz an der Storebro STB 200 konzipiert und angebaut – eine clevere und sichere Automatisierungslösung.
9. Greifer System vom PL2
Bild 9 A: Der Doppelgreifer des WIAP PL2 Portalladers, Der Doppelgreifer des WIAP PL2 Portalladers bietet eine beeindruckende Vielseitigkeit. Mit seiner Fähigkeit, sich um 90° zu schwenken, kann er sowohl Fertig- als auch Rohteile sicher und präzise aufnehmen und ablegen sowohl horizontal als auch vertikal.
Darüber hinaus ermöglicht der Greifer eine zusätzliche Drehung von 180°, was eine noch grössere Flexibilität im Umgang mit Werkstücken gewährleistet. Dank dieser Eigenschaften bleibt der WIAP PL2 für nahezu alle Aufgaben geeignet und lässt nur wenige Herausforderungen ungelöst. Das System deckt ein sehr breites Einsatzgebiet ab und kann Werkstücke mit einem Gewicht von bis zu 2 x 7 kg problemlos handhaben.
Bild 9 B: Hier wird das Fertigteil aus der Maschine entnommen.
10. Zubehör zum Portallader PL2
Bild 10 A: Bei sehr grossen Mengen von Rohteilen können diese auch mit einer Rohteilzuführung ausgestattet werden, um den Prozess effizienter zu gestalten.
11. Technische Daten der HLV Anlage
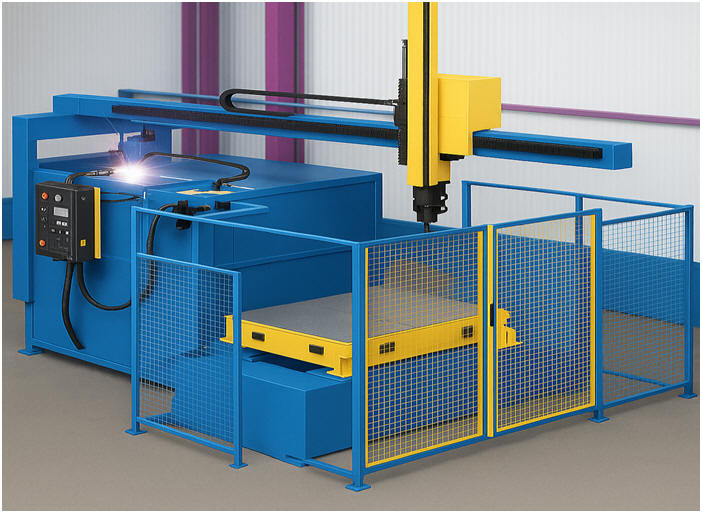
12. WIAP Portallader PL3 2 x 25 Kg
Werkstückgewicht
Der WIAP PL3 Portallader wurde von der WIAP speziell entwickelt und an eine HEID CNC Drehmaschine integriert. Die gesamte Anlage hatte einen Wert von über 1 Million CHF. Der Portallader ist für eine Traglast von 2 x 25 kg ausgelegt und ermöglicht einen Eilgang von bis zu 135 Metern pro Minute.
Aufgrund der begrenzten Hallenhöhe von nur 3,4 Metern war eine herkömmliche Beladung über der Maschine unvorteilhaft. Um dieses Problem zu lösen, wurde eine Klappe über dem Spindelstock realisiert, die es ermöglichte, direkt in die Maschine zu fahren. Auf diese Weise konnte auf eine Teleskop-Lösung des Laders verzichtet werden.
Bild 12 A: Der Portallader WIAP PL3 an der Heid Maschine angebaut.
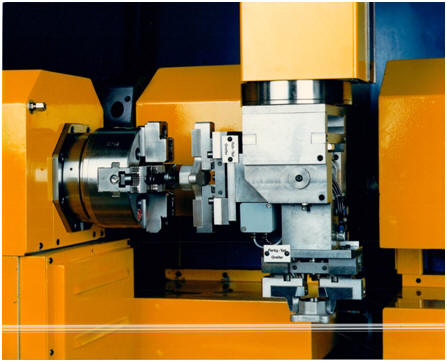
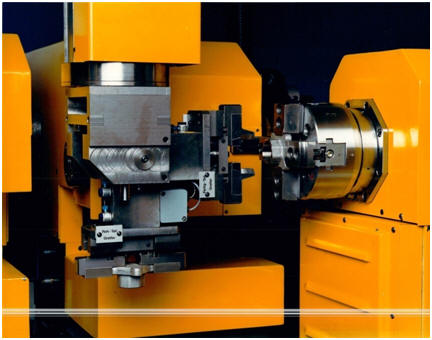
Bild 12 B: Der Dreh- und Schwenkgreifer ist eine 100%ige WIAP-Konstruktion. Er entnimmt das Fertigteil aus dem Futter, schwenkt es um 90 Grad nach unten und führt eine 180 Grad-Drehung aus. Anschliessend kann er das neue Rohteil wieder einlegen. Nach diesem Vorgang fährt der WIAP Lader PL3 wieder aus dem Maschinenraum.
Bild 12 C: Als Fertigablageband wurde ein Rundtakt Band konstruiert und hergestellt, das über eine zentrale Spannvorrichtung verfügt. Diese sorgt dafür, dass alle Teile, unabhängig vom Durchmesser, immer exakt zentriert gespannt werden. Dadurch wird gewährleistet, dass der Portallader problemlos das Fertigteil ablegen und aufnehmen kann, ohne Schwierigkeiten beim Greifen oder Ablegen des Werkstücks.
Der Greifer legt das Fertigteil auf die Ablageteller ab und taktet dann weiter. Anschliessend nimmt er das neue Rohteil auf. Das gesamte Rundtack-Band wurde so konzipiert, dass es keine Klemmstellen aufweist, wodurch die Gefahr einer versehentlichen Verletzung durch das Einklemmen von Fingern ausgeschlossen ist. Nur in den Bereichen, in denen der Portallader potenziell in Kontakt mit Personen kommen könnte, wurde ein Schutzgitter angebracht.
Bild 12 D: Hier wurde das Fertigteil abgelegt. Das Transportband tacktet anschliessend weiter, und der Lader nimmt das neue Rohteil auf. Dieser gesamte Prozess kann parallel zur Hauptbearbeitungszeit ablaufen, wodurch in der Regel keine Eile erforderlich ist. Die Bearbeitungszeit beträgt in der Regel fast immer über eine Minute, sodass genügend Zeit für den reibungslosen Ablauf des gesamten Vorgangs zur Verfügung steht.
13. Greifer System Portallader WIAP PL3
Bild 13 A: Der WIAP Portallader-Greifer besteht aus zwei Plan-Spiral-Futtern. Ein wichtiger Aspekt ist, dass bei einem Stromausfall das Werkstück nicht in den Späneförderer fällt. Diese Anforderung führte dazu, dass WIAP diese speziellen Rohr- und Fertigteile-Greifsysteme gewählt hat. Als Antrieb des Futters wurde ein LKW-Scheibenwischermotor ausgewählt, ein robustes System, dessen Teile auch in 30 Jahren noch erhältlich sind. Das Dreh- und Schwenksystem ist eine reine WIAP-Konstruktion, die durch ihre Robustheit, Präzision und dennoch kräftige Bauweise überzeugt, um die 2 x 25 kg bzw. 50 kg problemlos handhaben zu können.
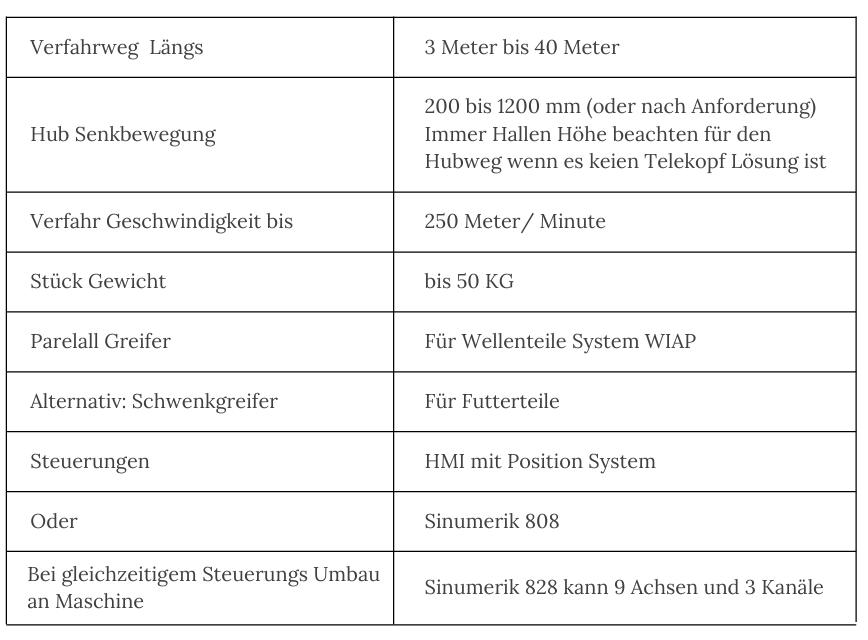
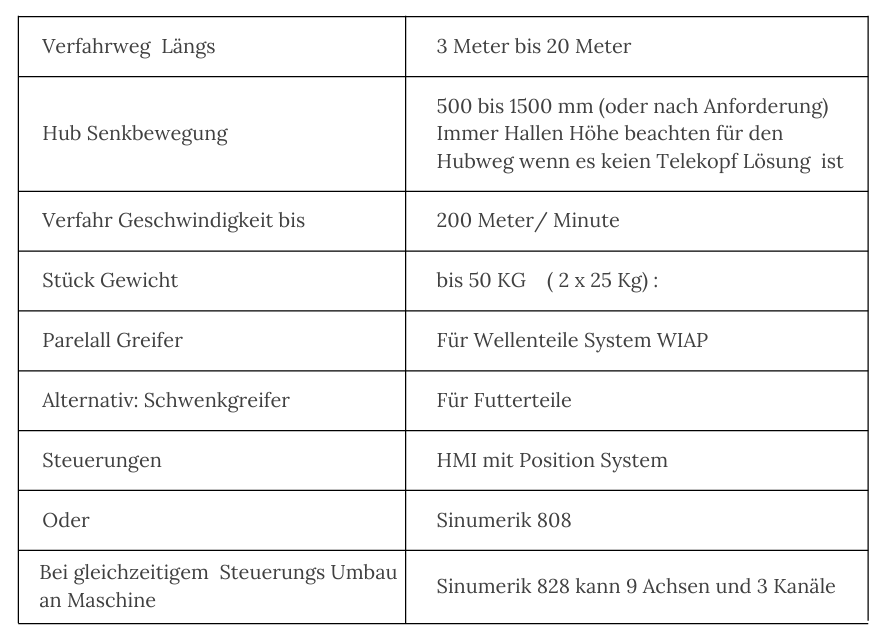
14. Technische Daten Portallader PL3
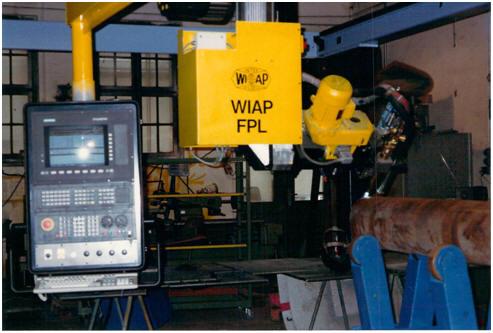
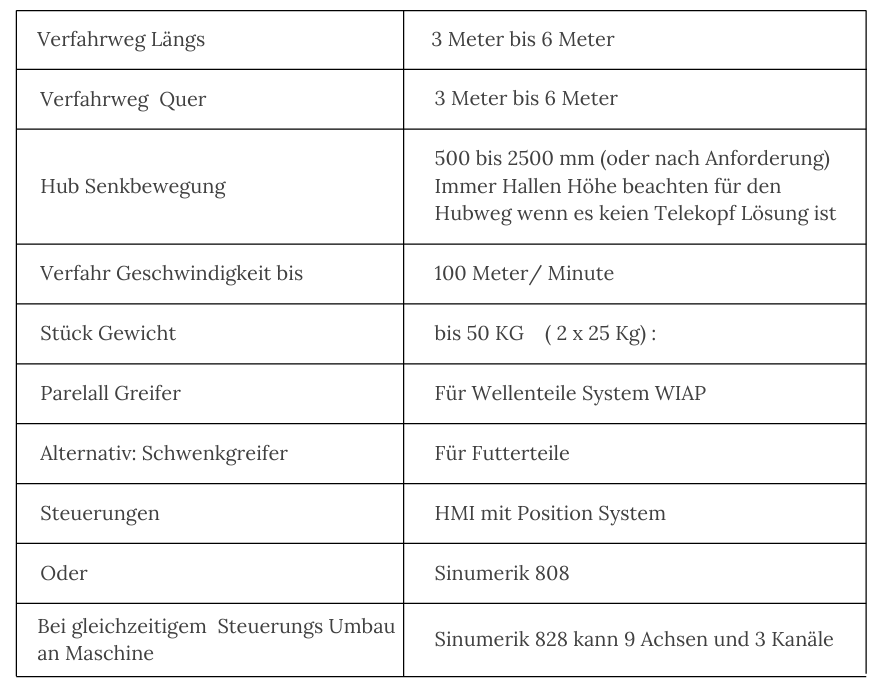
15. WIAP Flächenportallader FPL 50 Kg
Werkstückgewicht
Die WIAP hat zwei Flächenportale umgebaut, die ursprünglich als Brennschneidmaschinen vorgesehen waren. Eine der Maschinen wurde in eine Wasserstrahlmaschine umgebaut, die andere als Autogen-Brennschneidmaschine sowie Plasma-Schneidmaschine, auch für das Ausbrennen von Rohrsätteln. Die ursprünglichen Flächenportale stammten von WMW, jedoch ist die Konstruktion so ausgelegt, dass auch die Herstellung von WIAP FPL Maschinen möglich ist. Es kann auch ein Zukaufprojekt in Betracht gezogen werden.
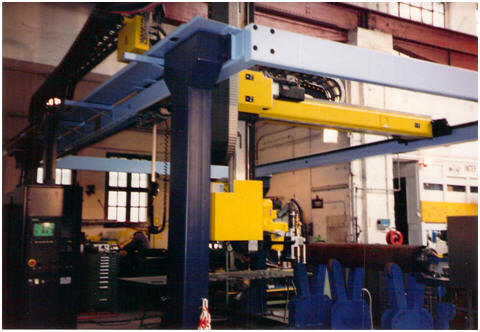
Bild 15 A: Die Brennschneid Anlage WIAP FPL
Bild 15 B: Mit diesem Flächenportal können fast beliebige Rohteile zum Ausbrennen in die Anlage eingebracht werden, auch Teile mit einer Höhe von über 2 Metern.
Bild 15 C: Auch der Längs- und Querweg ist grosszügig dimensioniert. Der Querweg beträgt 3 Meter, der Längsweg 5 Meter.
Bild 15 D: Hier ist ein Brennschneidsystem mit Autogen sowie ein Plasmaschneider für das Ausbrennen von Rohrsätteln integriert.
Bild 15 E: Aber auch ein Anbohren wurde eingeplant
16. Technische Daten FPL
17. Information über eine Sinumerik 828
Bild 17 A: Bild einer Sinumerik 828 an einer Werkzeugmaschine
18. Schlusswort WN 1235
Automation wird in einer Zeit, in der die Kosten für Arbeitskräfte steigen, ein immer wichtigeres Thema werden. Durch Automation kann der Lohn einer Person auf mehrere Maschinen verteilt werden, sodass eine Person mehrere Maschinen gleichzeitig bedienen kann. Das führt dazu, dass die Produktion effizienter wird und der Bedarf an Arbeitskräften gesenkt wird. Automation wird daher eher zunehmen als abnehmen. Dadurch wird verhindert, dass nur in Billiglohnländern produziert wird, wo die Löhne niedrig sind. Wir denken, dass dies eine starke Konkurrenz für Billiglohnländer darstellen kann. Der Vorteil der Automation, wenn alles im Heim- oder Inhouse-Betrieb erfolgt, ist, dass eine Umsetzung deutlich schneller möglich ist, was die Flexibilität erhöht. Deshalb ist Automation die Zukunft.