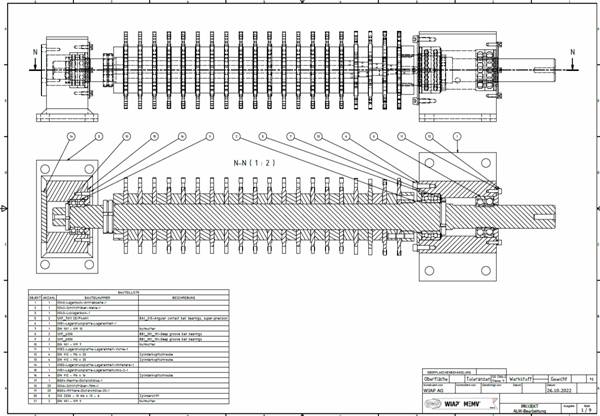
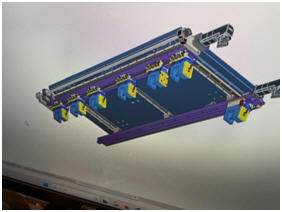
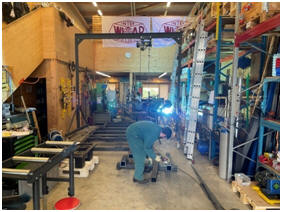
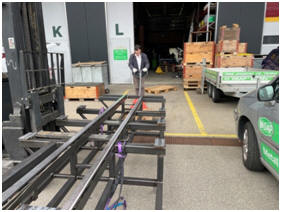
Ein spannendes Projekt – der Bau einer ALW-Maschine
Dieses Projekt zählt sicherlich zu den spannendsten, die wir bisher realisieren durften. Der
Bau einer ALW-Maschine war für uns in mehrfacher Hinsicht eine besondere
Herausforderung. Da die Holzbearbeitung nicht zu unserem klassischen Kerngeschäft
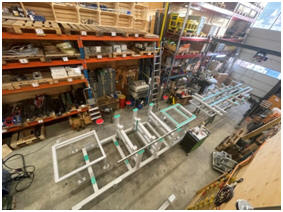
gehört, mussten wir in diesem Bereich zusätzliches Know-how aufbauen. Das hat nicht nur
unsere fachliche Kompetenz erweitert, sondern auch unseren Horizont vergrössert.
Dem Kunden durften wir bereits im Vorfeld mehrere Maschinen und Umbauten liefern.
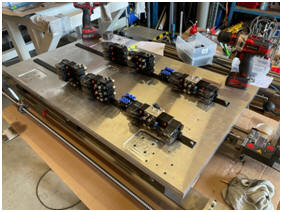
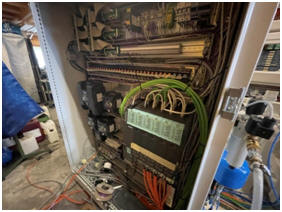
Anlass für das aktuelle Projekt war vor allem die Abkündigung der bisherigen CNC
Steuerung – der Kunde entschied sich daraufhin für eine vollständige Umstellung.
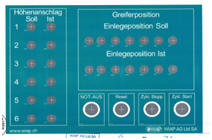
Während früher Steuerungen von Schneider Electric im Einsatz waren, basiert das neue
System vollständig auf Siemens-Technik.
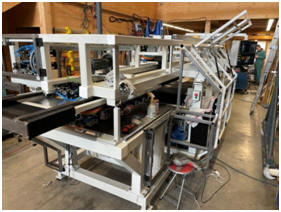
Vorher schon umgebaute Maschinen bei dem Kunden.
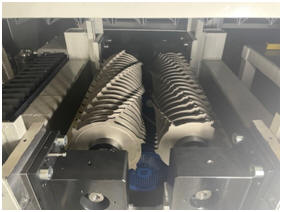
1. Komplett Umbau Hobelmaschine auf CNC Mit Multitron 4 Achsen
2. Hobelmaschine Waldrich Mit Sinumerik 808 4 Achsen
3. 1. RBM Rahmen Bearbeitungsmaschine Mit Sinumerik 828 8 Achsen 3 Kanäle
4. 2. Rahmenbearbeitungsmaschine Mit Sinumerik 828 6 Achsen
5. Richtmaschine Mit HMI mit SPS Siemens
6. Umbau Abläng und Bürstmaschine Mit Sinumerik 828 7 Achsen 2 Kanäle
7. Umbau Schweisslehre Nur Mechanische Arbeit
8. Umbau Stanzmaschine Mechanische und Elektrische Arbeit
Erstellt: sw_jw_iw_ hpw 000505
WIAP AG Ltd SA
Industriestrasse 48L
CH-4657 Dulliken
Telefon: ++41 62 752 42 60
Telefax: ++41 62 752 48 61
WIAP@widmers.info
www.WIAP.ch