2A: Wie viele Werkstücke sollen monatlich oder jährlich entspannt werden?
Ist für jedes Werkstück eine Protokollierung erforderlich?
In den meisten Fällen kommt unser bewährter V20-Erreger zum Einsatz. Dieser ist für Werkstücke mit einem Volumenanteil von bis zu 30 % und einem Gewicht bis 20 Tonnen ausgelegt.
Im Folgenden stellen wir Ihnen unsere verschiedenen Anlagentypen mit den jeweiligen Merkmalen und Einsatzbereichen vor:
2B: ES-ECO Anlage (manuell):
Diese Ausführung eignet sich besonders für geringe Stückzahlen (weniger als ca. 10 Teile pro Monat).
Der Erreger wird nach Ablauf der Prozesszeit manuell neu positioniert.
Die Protokollierung erfolgt ebenfalls manuell.
Ideal für gelegentliche Anwendungen und Einzelstücke.
Bild 2 B:
Steuergerät Typ ES ( ECO) auf transportierbarem Gerätegestell Generation 1, Manuelle Anlage
2 C: E Anlage BASIC (halbautomatisch):
Für mittlere Stückzahlen (mehr als 10 Teile pro Monat).
Automatische Protokollierung auf USB-Stick.
Wahlweise mit einer oder bis zu vier Messsonden für höhere Genauigkeit.
Alle ca. 8 Minuten ist ein kurzer manueller Eingriff zur Umstellung der Position über ein Schnellwechselsystem notwendig.
Bild 2 C:
Steuergerät Typ E (BASIC) auf transportierbares Gerätegestell Generation 2 Halbautomat
2 D: EH Anlage COMFORT (vollautomatisch):
Für Serienfertigung oder grössere Stückzahlen.
Vollautomatischer Ablauf mit minimalem Bedienaufwand.
Protokollierung auf USB-Stick mit bis zu vier Sonden möglich.
In der Regel genügt ein Startvorgang – der gesamte Prozess dauert ca. 30 bis 40 Minuten.
Nur in Ausnahmefällen ist ein kurzer Eingriff während des Prozesses erforderlich.
Bild 2 D:
Steuergerät Typ EH (COMFORT) auf transportierbar Gerätegestell Generation 5
3. Hier noch wie die Geräte geliefert werden
Version 3.1 Im Gestell für die Typen E und ES und EH
Bild 3.1:
Aufspannmaterial und Lagerung. Alle Aufspannmaterialien sind in Schubladen übersichtlich eingeordnet. Im Unterboden, ganz unten, befinden sich die Langaufspannstangen (40 x 70 x 1100 mm) sowie Querlocheisen 40x70x550 und Querspann-Distanzhalter.
Version 3. 2 In Boxen für die Typen ES und E
Bild 3.2:
Gerätebox System für den Gerätetyp E und ES
4. Anwendungs Beispiele
Nachfolgend sind einige Beispiele von Werkstücken aufgeführt, die mit dem Wiap MEMV Verfahren spannungsfrei behandelt wurden – teils mit der manuellen Drehplatte, teils mit der automatischen Drehplatte
Bild 4 A: Jim Widmer bei der Übergabe der WIAP MEMV- Anlage an den Endkunden – der nun auf externes Spannungsarmglühen verzichten kann. (Geräte Typ E- BASIC)
Bild 4 B: Geschmiedete ALU-Ringe werden beim Hersteller in einem Werk in Deutschland mit MEMV entspannungsbehandelt. (Geräte Typ E- BASIC)
Bild 4 C: Geschmiedete Stahlringe werden mit dem MEMV-Verfahren vibrationsbehandelt. (Geräte Typ E- BASIC)
Bild 4 D: Zwölf tieflochgebohrte Rohre werden gemeinsam aufgespannt und mit MEMV entspannt. Ohne diese Behandlung würden sie sich beim Fertigdrehen verziehen. (Geräte Typ E- BASIC)
Bild 4 E: Ein Rohr, das später in Ringe gesägt wird, aus denen präzise Drehteile entstehen, wird mit MEMV entspannt – anstelle eines spannungsarmen Glühens. So wird ein Verzug der Drehteile beim Bearbeiten vermieden. (Geräte Typ EH- COMFORT)
Bild 4 F: Flammgerichtete, lange Stangen werden gemeinsam zusammen gespannt, der Anreger montiert, und die Entspannung erfolgt mit dem WIAP MEMV Vielrichtungsverfahren über den Drehautomat. (Geräte Typ EH COMFORT)
Bild 4 G: *Abriebbeständiger Stahl AREX AR 400 wird vibrationsentspannt.* Ein deutscher Kunde führte erfolgreiche Testläufe mit WIAP MEMV durch. Vor dem Einsatz des Verfahrens kam es bei der Bearbeitung regelmäßig zu Verzug. Nach der Vibrationsentspannung blieb das Material formstabil – ein großer Vorteil für den Fertigungsprozess. Nach erfolgreichem Test wurde eine WIAP MEMV-Anlage angeschafft. (Geräte Typ E-BASIC)
Bild 4 H: Schwerplatten in einem Stahlwerk werden mit dem WIAP® MEMV®-Verfahren entspannt. Der Kunde spart dadurch wöchentlich 130.000 Euro an Stromkosten im Vergleich zum herkömmlichen Spannungsarmglühen. (Geräte Typ E- BASIC)
Bild 4 I: Rundgewalzte Rohre werden vor der mechanischen Bearbeitung mit dem Vibrationsentspannungssystem WIAP MEMV behandelt. Anschliessend werden daraus mehrere Segmente ausgeschnitten. Dank des WIAP MEMV-Verfahrens tritt dabei kein Verzug auf. (Geräte Typ E- BASIC)
Bild 4 J: Jim Widmer entspannt diese geschmiedeten Schwerwalzen mit dem WIAP MEMV-Verfahren Spannungsarmglühen ist seit Jahren nicht mehr erforderlich. 34CrNiMo6 (1.6582) nach EN 10083-3 . (Geräte Typ EH COMFORT)
Bild 4 K: Blechplatten neigen beim Laserschneiden häufig zum Verzug. Eine 35-minütige Vibrationsentspannung mit dem WIAP MEMV-Vielrichtungssystem behebt dieses Problem. Auch mehrere Platten können gemeinsam entspannt werden – vorausgesetzt, sie sind fest miteinander verspannt. (Geräte Typ EH- COMFORT)
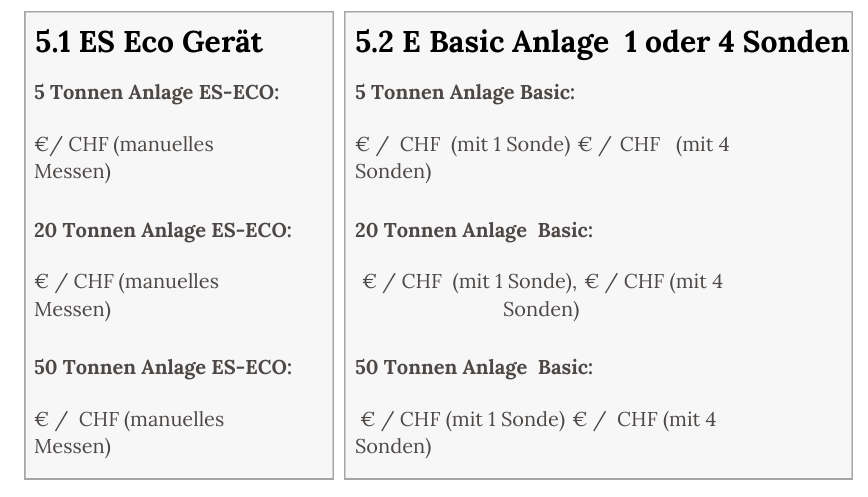
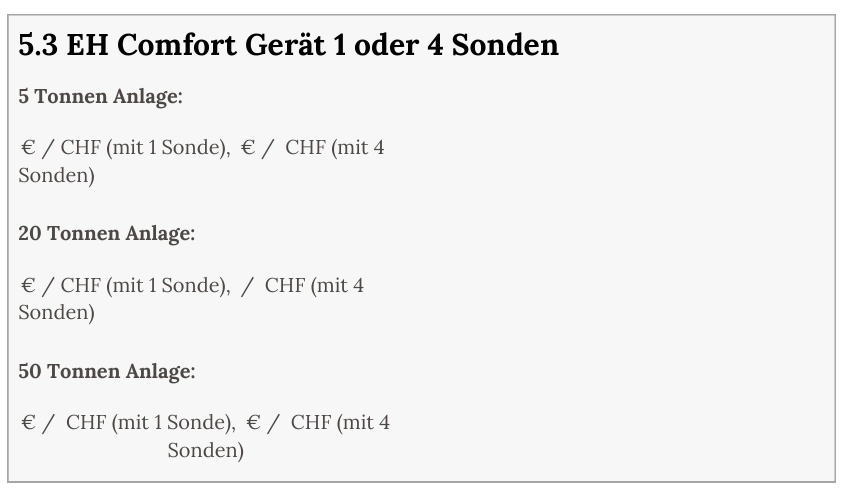
5. Preis Information aller Geräte Typen
In allen Preisen ist immer die komplette betriebsbereite Anlage enthalten. Sonderaufspann Vorrichtungen sind in einem separaten Prospekt aufgelistet und gehören nicht zum Lieferumfang.
6. Schlusswort
WIAP beschäftigt sich seit Jahrzehnten intensiv mit dem Vibrationsentspannen. Immer wieder zeigte sich, dass in diesem Themenfeld laufend neue Möglichkeiten und Ansätze entdeckt werden. Es liegt auf der Hand, dass das Thema „Metall entspannen mit Vibration“ weiterhin Forschung und Entwicklung erfordert, um Endkunden eine prozesssichere und reproduzierbare Lösung anbieten zu können. Dank moderner Elektronik und intelligenter Software wird der Prozess jedoch zunehmend komfortabler, einfacher und deutlich schneller realisierbar.