Die WIAP hat in den letzten Jahren in Dulliken mehrere Projekte erfolgreich realisiert. Neben dem Metallentspannen mit Vibration ist die Firma auch dafür eingerichtet, weitere anspruchsvolle Arbeiten wie nachfolgend gezeigt fachgerecht auszuführen.
Wenn die Platzverhältnisse in einer Halle begrenzt sind, ist eine sehr genaue Planung erforderlich. In solchen Fällen können die benötigten Komponenten nicht alle gleichzeitig angeliefert werden. Die Lieferungen müssen gezielt auf den richtigen Zeitpunkt abgestimmt werden, damit die Teile unmittelbar nach der Anlieferung an der Maschine montiert werden können und der vorhandene Platz jederzeit frei bleibt.
Ebenso ist es notwendig, bereits in der Planungsphase dafür zu sorgen, dass keine Fehler entstehen, welche den Ablauf des Projektes stören könnten. Eine saubere Vorbereitung und eine exakt koordinierte Durchführung sind bei solchen Projekten entscheidend für den Erfolg.
Nachfolgend zeigen wir anhand eines Beispiels, wie wir bei solchen Projekten arbeiten und wie die einzelnen Arbeitsschritte geplant und ausgeführt werden.
Bei bestimmten Details haben wir zusätzliche Informationen und Erklärungen ergänzt. Dies soll nicht nur dem Leser helfen, die einzelnen Arbeitsschritte besser zu verstehen, sondern auch unserem Personal als gedankliche Unterstützung dienen. Dadurch können Abläufe klarer nachvollzogen und bei ähnlichen Projekten einfacher umgesetzt werden.
2. Büro Dulliken
Bild 2.1
Wir haben bewusst kleine Büros. Wichtiger ist heute, dass anstelle von vielen Ordnern das gesamte Lager auf dieser Etage untergebracht ist. Dadurch bleibt die Arbeit übersichtlich, und alle benötigten Teile sind schnell verfügbar.
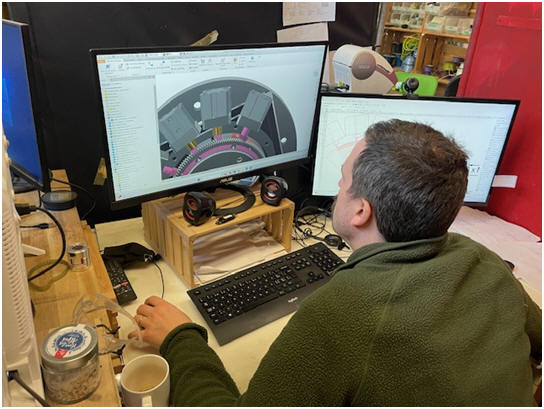
Bild 2.2 Hier rechts befindet sich der Arbeitsplatz von Sven Widmer, und hinten in der Mitte ist der CAD-Arbeitsplatz von Jim Widmer.
Zusammenfassung Kapitel 2, Büro Dulliken
Heute sind die meisten Unterlagen nicht mehr in Ordnern abgelegt, sondern elektronisch gespeichert. Die Daten werden an mehreren Stellen gesichert, sodass auch bei einem Verlust oder bei einem technischen Defekt immer noch eine Sicherung vorhanden ist. In der Regel sind die wichtigen Daten an mindestens drei verschiedenen Orten gespeichert, wodurch eine hohe Sicherheit gewährleistet ist und jederzeit weitergearbeitet werden kann.
3. Einführung durch die Werkstatt
Bild 3.1
Hier hat Jim seinen Schweissplatz, wenn keine grossen Teile geschweisst werden müssen.
Bild 3.2 Das ist die CNC-Fräsmaschine, die bereits viele hundert Stunden im Einsatz war. Es war ein Glückstreffer, dass wir diese Maschine mit sehr viel Zubehör erhalten konnten. Normalerweise arbeitet Jim an dieser Fräse, aber auch Sven kann die Maschine bedienen.
Bild 3.3
Seit wir diese Drehmaschine haben, sind wir sehr froh darüber. Mit 3-Backen- und 4-Backenfutter sowie mit Planscheibe sind sehr viele Bearbeitungen möglich. Man kann damit eine grosse Anzahl von Arbeiten selbst ausführen, ohne wegen Kleinigkeiten externe Firmen beiziehen zu müssen. Für uns ist auch wichtig, dass wir mit dieser Maschine eigene Teile herstellen und bei Bedarf auch kleinere Serien selbst fertigen können.
Bild 3.4
Diese alte, aber sehr robuste Bohrmaschine ist für uns eine grosse Hilfe. Damit können wir auch grössere Gewinde bis über M24 bearbeiten. Das ist für unsere Arbeiten sehr wertvoll und erleichtert viele Fertigungsschritte im eigenen Betrieb.
Bild 3.5
Wir zeigen nun zuerst einige Arbeiten, die wir in unserer Halle bereits realisieren durften. Bei diesem Projekt handelt es sich um eine Ankerbolzen-Bearbeitungsmaschine für die SBB. Die Konstruktion, das Schweissen sowie die komplette Montage wurden durch die WIAP ausgeführt.
Bild 3.6
1. von links Jim Widmer, 2. Sven, 3. HP, 4. Dai
Bild 3.7
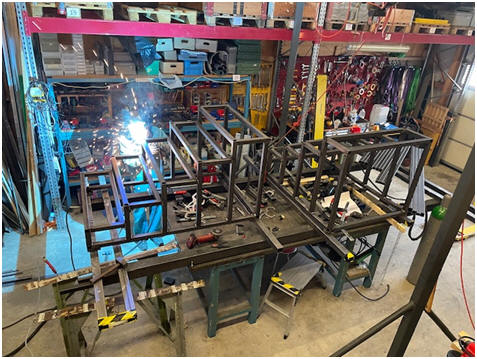
Hier wurde ein Maschinen-Unterrahmen für eine Firma in der Zentralschweiz hergestellt. Die Fertigung erfolgte in unserer Halle, einschliesslich Konstruktion, Schweissarbeiten und Vorbereitung für die weitere Montage.
Bild 3.8
So hat die Maschine unsere Halle verlassen. Der Auftragswert lag bei fast einer halben Million CHF. Dank guter Planung und Organisation konnten wir das Projekt mit nur wenigen Samstags-Einsätzen erfolgreich realisieren.
Bild 3.9
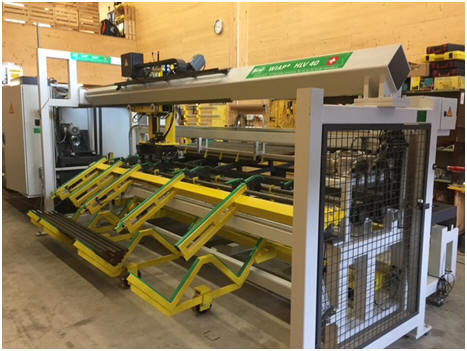
Dieses Doppeltor mit Kran-Klappe wurde ebenfalls von WIAP in Dulliken umgesetzt.
Bild 3.10
Hier befindet sich das Tor in der Endmontage beim Kunden in Duggingen.
Bild 3.11
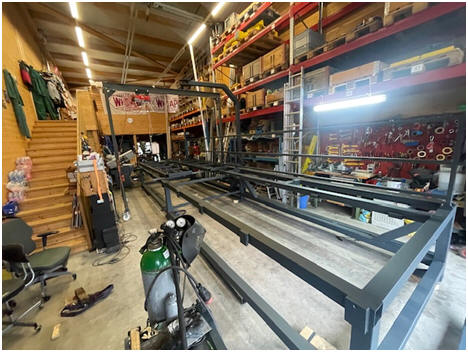
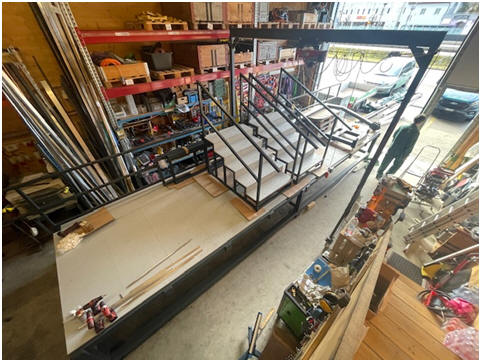
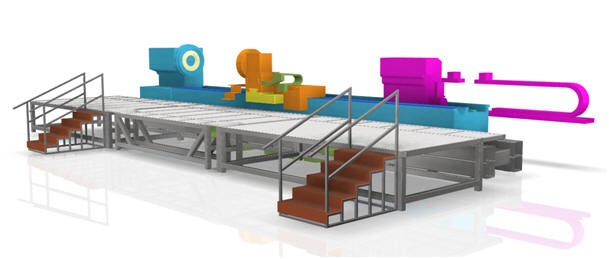
Für eine grosse Drehmaschine mit einer Länge von 12 Metern erhielten wir den Auftrag, ein Podest herzustellen. Auch bei diesem Projekt war der Platz in unserer Halle für diese Abmessungen knapp, aber die Arbeit konnte trotzdem erfolgreich ausgeführt werden. Das Podest hatte eine Länge von 8 Metern
Bild 3.12
Zum Podest mussten auch die passenden Treppen hergestellt werden. Dieses Projekt beinhaltete sehr viel Schweissarbeit. Allein für die Schweissarbeiten wurden rund zwei Wochen benötigt.
Bild 3.13
Hier ist das fertige Podest vor der Lieferung zu sehen. Die Arbeiten konnten erfolgreich abgeschlossen werden, und das Bauteil ist bereit für den Transport zum Kunde
Bild 3.14
zeigt das fertige Endprodukt: das Podest.
Zusammenfassung Kapitel 3, Einführung durch die Werkstatt
Die Werkstatt ist so eingerichtet, dass sowohl kleinere Arbeiten als auch grössere Maschinen problemlos gebaut oder repariert werden können. Es stehen verschiedene Maschinen und Arbeitsplätze zur Verfügung, sodass mehrere Projekte gleichzeitig ausgeführt werden können.
Ein wichtiger Punkt ist, dass möglichst viele Werkzeuge und Ersatzteile am Lager vorhanden sind. Dadurch kann jederzeit gearbeitet werden, ohne dass wegen fehlendem Material eine Unterbrechung entsteht. Besonders bei grösseren Anlagen ist es wichtig, dass kurzfristig reagiert werden kann.
Durch die langjährige Erfahrung im Maschinenbau ist die Werkstatt so organisiert, dass auch schwere Bauteile sicher bearbeitet und montiert werden können.
4. Härten
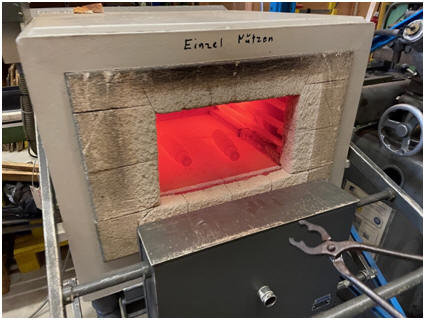
Bild 4.1
Um schnell kleinere Teile herstellen, härten oder auch glühen zu können, hat uns dieser kleine Ofen bereits mehrmals sehr geholfen. Er wird auch für Testprojekte verwendet, wenn kurzfristig Wärmebehandlungen notwendig sind. Wir verfügen zudem über Härtepulver, sodass wir auch einfache Eisen- oder Stahlteile selbst härten können. Für Pizza wäre dieser Ofen allerdings vermutlich etwas zu heiss.
Ofentemperatur auf dem Foto 800°
Bild 4.2
Hier ist die Temperatureinstellung des Ofens zu sehen. Beim Glühen gilt als Richtwert, dass pro 20 mm Wandstärke etwa eine Stunde Haltezeit erforderlich ist. Bei dickeren Bauteilen kann der Glühvorgang daher entsprechend viel Zeit in Anspruch nehmen.
Das Spannungsarmglühen erfolgt in der Regel im Temperaturbereich von etwa 500 bis 600 °C. Zum Härten liegt der Temperaturbereich je nach Material ungefähr bei 800 °C. Dabei müssen immer die Angaben in der jeweiligen Materialtabelle beachtet werden.
Wichtig ist, dass nach dem Härten ein Anlassen durchgeführt wird. Das bedeutet, dass das Bauteil nochmals auf eine niedrigere Temperatur erwärmt wird, damit der Stahl nicht spröde bleibt.
Ein solcher Ofen ist für Versuche und kleinere Arbeiten sehr interessant und vielseitig einsetzbar.
Zusammenfassung Kapitel 4, Härten
Beim Härten von Bauteilen ist darauf zu achten, dass das Material die gewünschte Festigkeit erreicht, ohne dass zu grosse Spannungen entstehen. Je nach Werkstoff und Anwendung wird entschieden, ob ein Bauteil gehärtet werden muss oder ob eine weichere Ausführung besser geeignet ist.
Bei geschweissten Konstruktionen können durch das Härten oder durch hohe Temperaturen zusätzliche Spannungen entstehen. Diese können später zu Verzug führen, besonders wenn das Werkstück mechanisch bearbeitet wird. Deshalb wird bei grösseren Teilen genau geprüft, welche Behandlung notwendig ist.
Durch Erfahrung mit grossen Maschinen und schweren Konstruktionen kann entschieden werden, ob ein Spannungsabbau durch Wärme oder durch Vibration sinnvoller ist.
5. Härte messen
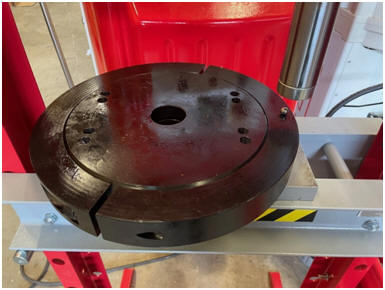
Bild 5.1
Unsere Presse ist eine sehr hilfreiche Einrichtung. Sie wird zum Richten, Einpressen und für verschiedene Montagearbeiten verwendet. Zusätzlich kann die Presse auch für Brinell-Härtemessungen eingesetzt werden, was bei Materialprüfungen sehr nützlich ist.
Bild 5.2
Wir erhalten Material auch von Lieferanten aus dem Ausland. Dabei stellt sich immer wieder die Frage, ob tatsächlich das bestellte Material, zum Beispiel S235 oder S355, geliefert wurde.
Mit der Brinell-Härtemessung kann dies relativ gut überprüft werden. Durch die Härteprüfung lässt sich feststellen, ob die Festigkeit ungefähr dem bestellten Material entspricht. Auf diese Weise können wir eingehende Ware kontrollieren und zusätzliche Sicherheit für unsere Projekte gewinnen.
Bild 5.3
Wir haben eine eigene Excel-Tabelle erstellt, in die nur der Prüfdruck und der Kugeldurchmesser eingegeben werden müssen. Die Tabelle berechnet daraus automatisch die Härtewerte und zeigt an, in welchem Bereich sich das Material befinden sollte, zum Beispiel für S235 oder S355.
Diese Auswertung funktioniert in der Praxis sehr gut und hilft uns, das gelieferte Material schnell zu kontrollieren.
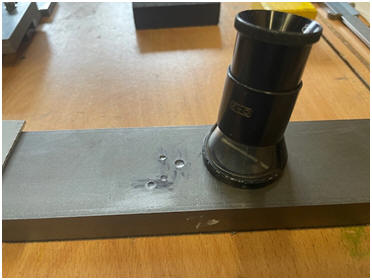
Bild 5.4
Diese Lupe mit Skala, bei der 0,1 mm abgelesen werden können, wird auch Fadenzähler genannt, warum auch immer. Mit dieser Lupe kann der Eindruck der Brinell-Kugel gut gemessen werden, sodass die Härtewerte genau bestimmt werden können.
Bild 5.5
Das ist unsere eigens erstellte Excel-Formel für die Brinell-Härte.
Bild 5.6
Die Presse kann nicht nur für Richt- und Prüfarbeiten verwendet werden. In diesem Fall wurde damit auch ein Palettenwagen repariert. Damit zeigt sich, dass die Presse ein vielseitig einsetzbares Multifunktionsgerät in unserer Werkstatt ist.
Zusammenfassung Kapitel 5, Härten messen
In der Zwischenzeit haben wir zusätzlich ein LEB-Härtemessgerät beschafft. Dieses Gerät misst die Härte mit einer Kugel nach dem Rückprallverfahren. Dabei wird eine kleine Kugel auf das Material geschossen, und abhängig davon, wie stark die Kugel zurückspringt, kann das Gerät die Härte des Werkstoffes bestimmen. Der grosse Vorteil dieses Messverfahrens ist, dass kein sichtbarer Eindruck im Werkstück entsteht. Dadurch kann die Härteprüfung auch an fertigen Bauteilen durchgeführt werden, ohne dass die Oberfläche beschädigt wird. Dieses Verfahren eignet sich besonders gut für grössere oder bereits bearbeitete Bauteile, bei denen eine herkömmliche Brinell- oder Rockwell-Messung nur schwer möglich ist.
Zum Vergleich der verschiedenen Messverfahren ist zu beachten, dass bei der Brinell-Härteprüfung mit einer Kugel gemessen wird. Dabei wird eine Hartmetallkugel mit einer bestimmten Kraft in das Material gedrückt, und aus der Grösse des Eindrucks wird die Härte berechnet. Dieses Verfahren eignet sich gut für weichere bis mittlere Stähle sowie für grössere Bauteile.
Bei der Rockwell-Härteprüfung wird dagegen mit einem Prüfkörper mit Spitze gemessen. Je nach Verfahren wird eine Diamantspitze oder eine kleine Kugel verwendet. Die Härte wird dabei nicht über den Durchmesser des Eindrucks bestimmt, sondern über die Eindringtiefe des Prüfkörpers. Dieses Verfahren ist schneller, hinterlässt jedoch ebenfalls einen kleinen Eindruck im Werkstück.
Das LEB-Härtemessgerät arbeitet nach einem anderen Prinzip. Hier wird eine Kugel auf das Material geschossen, und aus der Rückprallhöhe wird die Härte berechnet. Dadurch entsteht praktisch kein sichtbarer Eindruck, und die Messung kann auch an fertigen Werkstücken oder an grossen Konstruktionen problemlos durchgeführt werden.
6. Schweissen
Bild 6.1 Unsere alte, wassergekühlte Schweissmaschine, die wir von der SBB übernehmen konnten, hat uns schon viele Stunden gute Dienste geleistet. Es ist eine sehr robuste und zuverlässige Maschine, mit der wir bis heute sehr zufrieden sind.
Bild 6.2
Die neue Schweissmaschine, die wir bei ESAB gekauft haben, liefert sehr schöne Schweissnähte und ist technisch hervorragend. Ein Nachteil ist jedoch, dass das Schweissen damit deutlich langsamer geht. In der Praxis benötigt man zum Teil bis zu drei Mal mehr Zeit als mit der alten Maschine.
Die Qualität ist sehr gut, aber es stellt sich immer die Frage, wer den zusätzlichen Zeitaufwand bezahlen soll.
Bild 6.3
Oft waren wir froh, eine Autogen-Schweissanlage zur Verfügung zu haben. Damit können zum Beispiel Aluminiumteile vorgewärmt werden oder ein Konus aus einem Sitz gelöst werden, wenn er sich nicht mehr entfernen lässt.
Auch Hartlöten und verschiedene Wärmebehandlungen lassen sich mit der Autogenanlage gut ausführen. Die Gasflaschen dafür haben wir im eigenen Bestand gekauft.
Bild 6.4
Eine normale Elektro-Schweissanlage und eine MIG/MAG-Schweissanlage ermöglichen es, auch schnelle Schweissarbeiten durchzuführen.
Zusammenfassung Kapitel 6, Schweissen
Beim Schweissen werden je nach Aufgabe verschiedene Verfahren eingesetzt. Ziel ist es, stabile und verzugsarme Verbindungen herzustellen, die auch bei grossen Maschinen und schweren Bauteilen zuverlässig halten.
Besonders bei grösseren Konstruktionen ist darauf zu achten, dass durch das Schweissen Spannungen im Material entstehen können. Diese Spannungen können später zu Verzug führen, wenn das Werkstück mechanisch bearbeitet wird. Aus diesem Grund wird bei kritischen Bauteilen darauf geachtet, dass nach dem Schweissen geeignete Massnahmen getroffen werden, zum Beispiel durch Spannungsarmglühen oder durch Vibrationsentspannen.
Durch die Erfahrung mit grossen Maschinen und schweren Konstruktionen kann die WIAP die Schweissarbeiten so ausführen, dass spätere Probleme möglichst vermieden werden.
7. Sägen
Bild 7.1
Früher hatten wir eine Blattsäge, später haben wir eine neue Bandsäge gekauft. Diese Bandsäge hat inzwischen schon viele Betriebsstunden hinter sich und hat sich als eine der besten Maschinen in unserer Werkstatt erwiesen.
Mit dieser Bandsäge können wir Material sehr flexibel zuschneiden. Zum Beispiel können wir aus Vierkantstahl 50 × 50 mm problemlos kleinere Abmessungen wie 20 × 30 mm, 40 × 10 mm oder andere Masse selbst zusägen. Dadurch sind wir sehr unabhängig und können viele Teile im eigenen Betrieb herstellen.
Die Maschine kann jedoch auch Material bis 200 × 200 mm sägen.
Die Bandsäge arbeitet sehr genau und zuverlässig. Es ist kein Billigprodukt, sondern eine Bandsäge aus italienischer Herstellung. Ein grosses Kompliment an den Maschinenbauer.
Zusammenfassung Kapitel 7, Sägen
Für das Zuschneiden von Material stehen verschiedene Sägen zur Verfügung, mit denen Stahl, Aluminium und andere Werkstoffe auf die benötigten Längen gebracht werden können. Wichtig ist dabei, dass das Material möglichst genau und rechtwinklig geschnitten wird, damit die weiteren Bearbeitungsschritte ohne Probleme durchgeführt werden können.
Durch das Vorhalten verschiedener Sägeblätter und Ersatzteile kann jederzeit gearbeitet werden, ohne dass wegen fehlendem Material eine Verzögerung entsteht. Besonders bei grösseren Projekten ist es wichtig, dass das benötigte Material schnell zugeschnitten werden kann.
8. Schrauben / Verschrauben
Bild 8.1
Zum Glück haben wir unseren Lehrbetrieb nach Vietnam verlagert und praktisch das gesamte alte Material abgegeben. Dadurch konnten wir in Dulliken mit einem Nullbestand beginnen und hatten keine alten Ladenhüter mehr.
So hatten wir die Möglichkeit, unser Schraubenlager von Grund auf neu aufzubauen. Heute verfügen wir über ein sehr gut organisiertes Schraubenlager mit Grössen von M3 bis M24 sowie teilweise bis M36.
Wir haben Innensechskant-, Sechskant-, Senk- und Linsenkopfschrauben in den Abmessungen, die wir im Betrieb benötigen. Wenn wir neues Material bestellen, können wir innerhalb weniger Minuten kontrollieren, was fehlt und was ergänzt werden muss. Dadurch bleibt das Lager übersichtlich und effizient.
Bild 8.2
Wir haben insgesamt drei Gestelle vollständig mit Schrauben bestückt. Damit ist sichergestellt, dass wir für die meisten Arbeiten das benötigte Material sofort zur Verfügung haben.
Für die tägliche Montage verwenden wir jedoch ein noch besser abgestimmtes System, das speziell für den schnellen Zugriff eingerichtet ist. Dieses System wird hier nicht näher gezeigt.
Bild 8.3
WIAP Schraubenlager 2026, hier ist etwa 60 % des gesamten Bestandes zu sehen. Wenn die Fräsmaschine intensiv im Einsatz ist, muss die Schutzplane zugezogen werden, damit keine Späne in das Schraubenlager gelangen.
Beim Zusammenbau von Maschinen und Konstruktionen werden verschiedene Schraubverbindungen verwendet. Je nach Grösse der Verbindung werden unterschiedliche Werkzeuge eingesetzt, von kleinen Handschraubern bis zu leistungsstarken Maschinen mit hohem Drehmoment.
Für grosse Schraubenverbindungen stehen Geräte zur Verfügung, mit denen auch hohe Drehmomente sicher erreicht werden können. Dadurch können stabile Verbindungen hergestellt werden, die auch bei schweren Maschinen zuverlässig halten.
Es wird darauf geachtet, möglichst mit einheitlichen Schraubentypen und Werkzeugen zu arbeiten. Dadurch wird die Montage einfacher, und auch bei Reparaturen können schnell passende Teile verwendet werden. Durch die Lagerhaltung von Schrauben, Muttern und Zubehör ist es möglich, Maschinen jederzeit ohne lange Wartezeit zusammenzubauen oder zu reparieren.
9. Handmaschinen
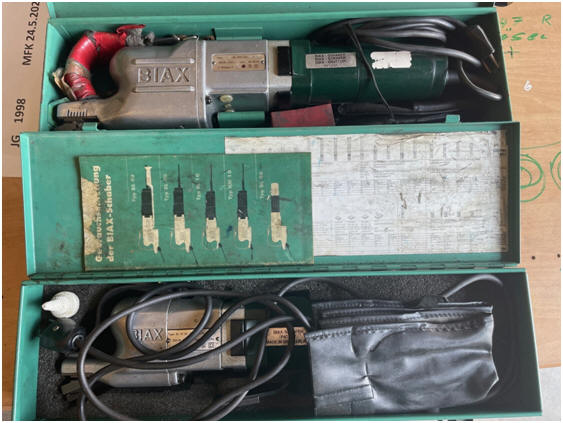
Bild 9.1
Dies dürften die teuersten Handmaschinen sein, die wir im Betrieb haben. Eine solche Maschine kostet etwa 3000 CHF, und wir besitzen zwei Stück. Wir benötigen sie zum Schaben.
Die WIAP hat früher sehr viel geschabt, da dies bei älteren Maschinen eine wichtige Arbeit war.
Heute wird das Schaben nicht mehr so häufig benötigt, da moderne Maschinen oft mit Rollenführungen ausgerüstet sind. Dadurch ist dieses Thema etwas in den Hintergrund getreten.
Trotzdem haben wir die entsprechende Ausrüstung noch vorhanden und können diese Arbeiten bei Bedarf weiterhin ausführen.
Bild 9.2
Eine der wertvollsten Maschinen in unserer Werkstatt ist die Magnetbohrmaschine. Mit dieser Maschine können sehr viele Arbeiten ausgeführt werden, die mit normalen Bohrmaschinen nur schwer möglich wären.
Die Einsatzmöglichkeiten sind erstaunlich vielseitig, besonders bei grossen und schweren Bauteilen, bei denen Bohrungen direkt an der Konstruktion gemacht werden müssen.
Bild 9.3
Beim Sägen von Gewindestangen, besonders bei Materialqualität 8.8, (88kg/mm2) hatten wir mit der Bandsäge oft Probleme, da die Sägebänder schnell beschädigt wurden. Für solche Arbeiten ist eine Trennmaschine deutlich besser geeignet.
Mit dieser Maschine können Gewindestangen sauber und schnell getrennt werden. Auch für verschiedene andere Arbeiten kann die Trennmaschine an vielen Stellen sehr gut eingesetzt werden.
Bild 9.4
Bei den Alltagsmaschinen hat sich die WIAP für Einhell entschieden. Es sind ca. 20 Akku-Bohrmaschinen, mehrere Winkelschleifer und fast alle gängigen Handmaschinen dieses Systems vorhanden. Diese haben sich jedoch im täglichen Einsatz gut bewährt.
Der Vorteil besteht darin, dass nur ein einheitliches Akku-System benötigt wird. Dadurch sind alle Geräte untereinander kompatibel, und es müssen nicht verschiedene Akkus und Ladegeräte verwendet werden. Dies vereinfacht den Betrieb und reduziert den Aufwand im täglichen Gebrauch erheblich.
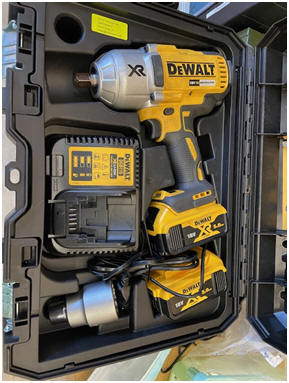
Bild 9.5
Wenn Schrauben mit einem Drehmoment von bis zu 1000 Nm angezogen werden müssen, ist diese Maschine genau richtig. Mit ihr können auch sehr feste Verbindungen sicher angezogen oder gelöst werden. Wenn man allerdings einen ganzen Tag mit dieser Maschine arbeitet, kann es durchaus zu Muskelkater kommen.
Zusammenfassung Kapitel 9, Handmaschinen
Im Bereich der Handmaschinen hat sich die WIAP für ein einheitliches System entschieden. Es sind mehrere Akku-Bohrmaschinen, Winkelschleifer und weitere Handgeräte vorhanden, die im täglichen Einsatz verwendet werden. Ein grosser Teil dieser Maschinen stammt aus dem Einhell-System, sodass nur ein gemeinsames Akku-System benötigt wird. Dadurch können alle Geräte mit den gleichen Akkus betrieben werden, was den Einsatz im Alltag vereinfacht und die Anzahl der benötigten Ladegeräte reduziert.
Für Arbeiten mit hohem Drehmoment stehen zusätzlich leistungsstarke Maschinen zur Verfügung. Mit diesen können Schrauben mit Drehmomenten bis etwa 1000 Nm sicher angezogen oder gelöst werden. Bei längerem Einsatz sind solche Maschinen sehr kräftig, weshalb sie nicht für Dauerarbeit gedacht sind, aber bei schweren Verbindungen sehr hilfreich sind.
Trotz der vielen Akku-Geräte sind auch weiterhin kabelgebundene Maschinen im Einsatz. Bei längeren Arbeiten, beim Bohren vieler Löcher oder beim Schleifen über längere Zeit ist ein Kabel oft praktischer, da kein Akku gewechselt werden muss und ohne Unterbruch gearbeitet werden kann.
10. Schalter / Sensoren / Lichtschranken
Bild 10.1
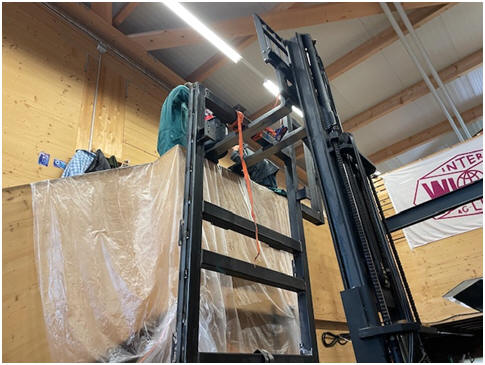
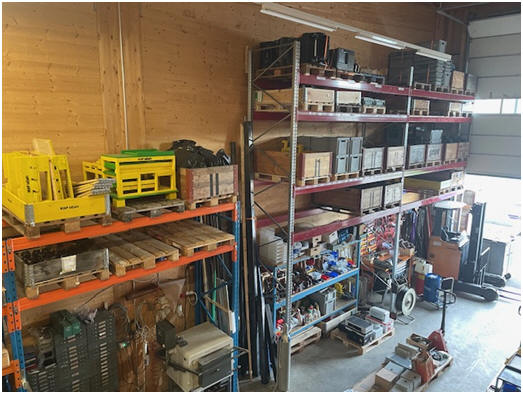
Das WIAP Lager wurde stark in die Höhe aufgebaut, um den vorhandenen Platz optimal auszunutzen. Durch die hohe Bauweise kann viel Material auf kleiner Grundfläche gelagert werden.
Bild 10.2
Sämtliche Ware ist genau in der Lagerliste aufgeführt. Dadurch ist jederzeit ersichtlich, welche Teile vorhanden sind und wo sie sich im Lager befinden.
Bild 10.3
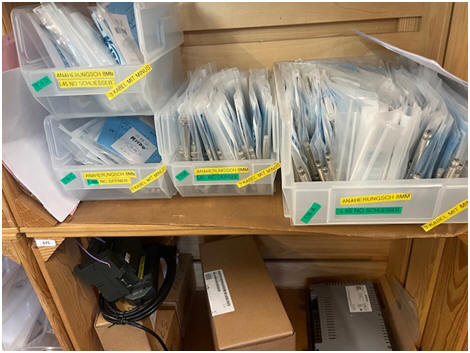
Hunderte von Schaltern wurden auf Vorrat gekauft, sodass jederzeit auch ein grösseres Projekt kurzfristig begonnen werden kann, ohne dass eine Notsituation im Material entsteht.
Für den Bau von Automationen hält die WIAP ein grosses Lager an Schaltern, Sensoren und Lichtschranken bereit. Hunderte von Schaltern wurden auf Vorrat gekauft, sodass jederzeit auch ein grösseres Projekt kurzfristig begonnen werden kann, ohne dass eine Notsituation im Material entsteht.
Es werden vor allem Annäherungsschalter mit Durchmesser 8 mm sowie 12 mm verwendet. Diese sind in verschiedenen Längen von etwa 30 bis 60 mm vorhanden und werden in der Regel als NO oder NC (Normal Open oder Normal Closed) eingesetzt. Alle Schalter werden mit Stecker eingekauft, sodass auch passende Kabel in grösserer Menge am Lager vorhanden sind, meist in Längen von 2 oder 5 Metern.
Zusätzlich wurde ein breites Lager an Lichtschranken aufgebaut. Besonders häufig werden Lichtschranken für kürzere Distanzen unter etwa 100 mm bis rund 1 Meter verwendet, da diese bei Automationen am meisten eingesetzt werden. Viele dieser Lichtschranken haben Durchmesser von 12 oder 18 mm. Wenn möglich werden Systeme ohne Spiegel verwendet, entsprechende Ausführungen mit Spiegel sind jedoch ebenfalls vorhanden.
Auch Langweg-Lichtschranken sind am Lager, sodass bei Bedarf grössere Abstände problemlos realisiert werden können. Wichtig ist, dass bei allen Projekten möglichst die gleichen Schaltertypen verwendet werden. Dadurch kann bei Störungen schnell geholfen werden, da Ersatzteile sofort verfügbar sind.
11. Schmierung / Dosiereinheiten
Bild 11.1
Die WIAP verfügt seit vielen Jahren über ein umfangreiches Lager an Schmierpumpen, sowie über das gesamte Zubehör und Schmiermaterial für Impulsschmieranlagen. Diese Systeme arbeiten mit einem Betriebsdruck von etwa 15 bis 20 bar und gewährleisten eine zuverlässige und gleichmässige Schmierung der Maschinenkomponenten.
Am Ende der Schmierleitungen kann zusätzlich mit einem Druckschalter überprüft werden, ob die Schmierung tatsächlich funktioniert oder ob eine Schmierleitung blockiert bzw. abgedrückt ist. Dadurch lässt sich eine sichere Funktion der Schmieranlage kontrollieren.
Bild 11.2 Die Schmierleitungen für die Zuführung haben einen Durchmesser von 6 mm, während die Verteilleitungen mit 4 mm Schläuchen ausgeführt sind. Es werden hochwertige Kunststoffleitungen verwendet, die druckbeständig sowie ölbeständig sind, um einen zuverlässigen Betrieb der Schmieranlage sicherzustellen.
Bild 11.3
Die benötigten Komponenten sind stets in ausreichender Menge an Lager, sodass jederzeit kurzfristig zwei bis drei Maschinen gebaut werden können.
Bild 11.4
Für die Schmierung der Maschinen wird ein Zentralschmiersystem mit Dosiereinheiten verwendet. Es gibt verschiedene Grössen von Dosiereinheiten, die pro Impuls unterschiedliche Mengen Öl abgeben, zum Beispiel 0.03 cm³, 0.06 cm³, 0.1 cm³ oder 0.16 cm³. Standardmässig sind bei der WIAP vor allem Dosiereinheiten ab 0.06 cm³ an Lager.
Zusammenfassung Kapitel 11, Schmierung
Die Schmierung wird so eingestellt, dass in regelmässigen Abständen ein Schmierimpuls ausgelöst wird. Je nach Anwendung erfolgt dies etwa alle 10 Minuten bis zu einer Stunde. Für Schrägbettmaschinen wird meist ein dickeres Öl vom Typ 220 verwendet, da dieses besser an schrägen oder senkrechten Gleitbahnen haftet. Bei Horizontalbettmaschinen wird dagegen meist ein dünneres 68er Gleitbahnöl eingesetzt, weil sich dieses auf waagrechten Führungen besser verteilt.
Die WIAP hat bereits vor vielen Jahren Hersteller von Schmierpumpen besucht und sich intensiv mit diesem System beschäftigt. Seit dieser Zeit wird das benötigte Schmiermaterial konsequent am Lager gehalten, sodass Maschinen jederzeit ausgerüstet oder repariert werden können. Auch ältere Systeme können dadurch weiterhin betrieben werden.
Durch die umfangreiche Lagerhaltung ist die WIAP heute in der Lage, kurzfristig sowohl ältere als auch neue Maschinen mit einem kompletten Schmiersystem auszurüsten, da die benötigten Komponenten in ausreichender Menge am Lager vorhanden sind.
12. Pneumatik / Hydraulik / Fittings
Bild 12.1
Ein Ventil Lager der WIAP
Bild 12.2
Einige Ventile sind standardisiert. Fast alle sind Doppelventile mit zwei Spulen, die immer eine Mittelstellung mit Endstellung haben – ohne Entlastung. Bei WIAP sind drei Grössenstandardmässig an Lager verfügbar.
Bild 12.3 Auch die Verschraubungen sind für 4 mm und 8 mm Schlauchgrössen ausgelegt. Alle Typen sind bei WIAP standardmässig an Lager verfügbar.
Bild 12.4 Es gibt eine Lagersliste, in der alle Artikel mit den entsprechenden Lagerpositionsnummern aufgeführt sind.
Bild 12.5
Auch das alte GF-Fitting findet nach wie vor einen Platz im WIAP-Lager.
Zusammenfassung Kapitel 12, Pneumatik / Hydraulik
Im Bereich Pneumatik und Hydraulik hält die WIAP ein umfangreiches Lager an Verschraubungen, Fittings und Verbindungsteilen bereit. Dadurch können Reparaturen oder Neuaufbauten jederzeit kurzfristig durchgeführt werden, ohne lange auf Material warten zu müssen.
Auch ältere GF-Fittings sind weiterhin am Lager vorhanden. Diese können bis etwa 45 bar eingesetzt werden und sind in vielen Grössen erhältlich. Ein Vorteil ist, dass diese Teile noch in vielen Fachgeschäften verfügbar sind, sodass bei Bedarf schnell Ersatz beschafft werden kann.
Es ist jedoch zu beachten, dass diese Fittings nur bis maximal etwa 45 bar verwendet werden dürfen. In der Praxis gibt es häufig Hydrauliksysteme mit etwa 60 bar sowie weitere Systeme im Bereich von 200 bar oder mehr. In solchen Fällen dürfen diese Fittings nicht verwendet werden, sondern es müssen geeignete Hydraulikverschraubungen eingesetzt werden.
Durch die grosse Lagerhaltung von Standardteilen ist die WIAP in der Lage, sowohl ältere als auch neue Maschinen jederzeit auszurüsten oder zu reparieren und bei Servicearbeiten schnell zu reagieren.
13. Messmittel
Bild 13.1
Der Messmittelschrank ist ein sehr wichtiger Bereich für uns. Nur so kann die Qualität der Bauteile zuverlässig geprüft werden.
Bild 13.2
Eine Touchierplatte mit Anreisswerkzeug ist ein wichtiger Bestandteil für präzises Arbeiten und Vermessen der Bauteile.
Bild 13.4
Einige Mikrometer
Bild 13.5
Erneut sind Endmasssatz und Mikrometer zu sehen, die für präzise Messungen unserer Bauteile verwendet werden.
Bild 13.6
Zu unseren Messwerkzeugen gehören Messuhren, Drehzahlmessgeräte, Härteprüfer, Messingfolien und Folien in verschiedenen Dicken sowie DB-Messgeräte und weitere Messinstrumente.
Bild 13.7
In keiner Werkstatt dürfen Schiebelehren fehlen. Wir haben bis 1000 mm Länge oft gut zu haben.
Zusammenfassung Kapitel 13, Messmittel
Für die Kontrolle von Maschinen und Bauteilen stehen verschiedene Messmittel zur Verfügung. Dazu gehören Messschieber, Mikrometer, Messuhren und weitere Prüfgeräte, mit denen Masse und Genauigkeit kontrolliert werden können.
Wichtig ist, dass die Messmittel in gutem Zustand sind und regelmässig überprüft werden. Nur so kann sichergestellt werden, dass die gemessenen Werte zuverlässig sind.
Durch die Lagerhaltung von verschiedenen Messmitteln ist es möglich, jederzeit die nötigen Kontrollen durchzuführen, ohne dass erst ein Gerät beschafft werden muss. Dies ist besonders bei Reparaturen oder bei grösseren Projekten wichtig.
14. MEMV Lagermaterial
Bild 14.1
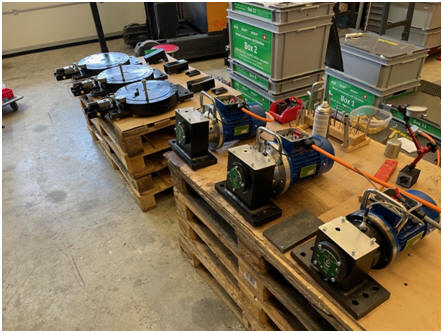
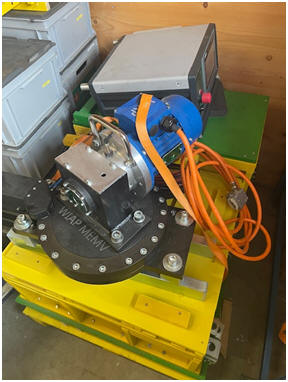
Die WIAP hat einige MEMV-Komponenten auf Lager. Dazu gehören fertige Anreger, Drehvorrichtungen und weitere Baugruppen. Eine komplette Anlage kann in der Regel innerhalb von vier Wochen geliefert werden.
Bild 14.2
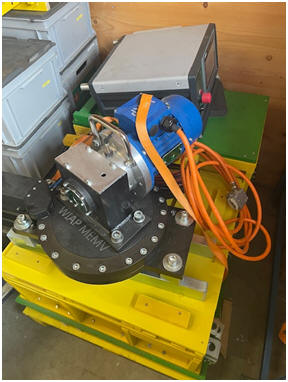
Vormontierte, komplette MEMV-Anlagen mit Drehautomat.
Bild 14.3
Eine komplette Anlage ist in der Regel im WIAP-Lager verfügbar. Diese Anlage wird aktuell für 51.000 CHF verkauft.
Bild 14.4
Drei Paletten voller MEMV-Material – insgesamt etwa zwei Tonnen – sind sicher im WIAP-Lager in Dulliken gelagert.
Bild 14.5
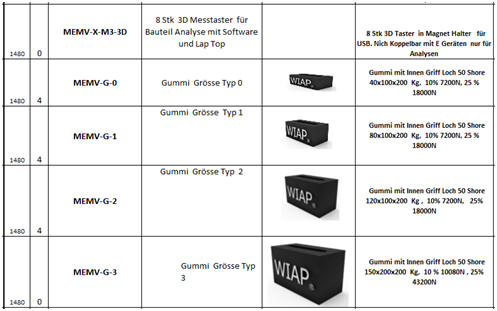
Ein besonderes Thema ist Gummi, da dieser immer eine längere Lieferzeit hat. Deshalb bestellt WIAP immer Gummi für mehrere tausend CHF, um ausreichend Material auf Lager zu haben. Es werden vier Grössen eingelagert. Die Formen dafür wurden ebenfalls von WIAP erworben.
Bild 14.6
Übersicht des Gummi Lieferprogrammes Wiap, Auszug aus der Kalkulations Mutter
Zusammenfassung Kapitel 14, MEMV
Für das MEMV-Verfahren und den Bau von Vibrationsanlagen wird ein eigenes Lager mit den benötigten Komponenten geführt. Dazu gehören Steuergerät, Anreger, Schrauben, Kabel, Sensoren und weitere Teile, die für den Aufbau der Anlagen notwendig sind.
Durch die konsequente Lagerhaltung ist es möglich, auch grössere Maschinen kurzfristig zu bauen. In vielen Fällen können zwei oder drei Anlagen gleichzeitig vorbereitet werden, ohne dass Material fehlt.
Die Erfahrung hat gezeigt, dass eine gute Lagerhaltung entscheidend ist, um schnell arbeiten zu können und Kunden ohne lange Wartezeit zu bedienen. Deshalb wird darauf geachtet, die wichtigsten Teile immer in ausreichender Menge vorhanden zu haben.
15. Transport Information
Bild 15.1
Die Wiap ist so eingerichtet, dass bis ca. 20 Tonnen bewegt werden können.
Bild 15.2
Das sind die Seile für die internen Frachten
Bild 15.3
Hier wurde der alte Stapler durch einen neuen ersetzt. Der neue Stapler hat eine Tragfähigkeit von 2,2 Tonnen.
Bild 15.4
Die Hubhöhe passt sehr gut in unsere Halle.
Bei schweren Lasten können wir zur SBB gehen und einen 5‑Tonnen‑Stapler ausleihen. Alternativ kann die Firma Senn mit einem Kranwagen kurzfristig zu uns kommen und helfen. Mit dieser Firma haben wir bereits 25 Tonnen verladen
Zusammenfassung Kapitel 15, Transport
Für den Transport von Maschinen, Bauteilen und Materialien stehen verschiedene Hilfsmittel zur Verfügung. Dazu gehören Stapler, Hebezeuge und Transportwagen, mit denen auch schwere Teile sicher bewegt werden können.
Da häufig mit grossen und schweren Konstruktionen gearbeitet wird, ist es wichtig, dass der Transport innerhalb der Werkstatt ohne grossen Aufwand möglich ist. Deshalb wird darauf geachtet, dass genügend geeignete Transportmittel vorhanden sind.
Auch beim Versand von Maschinen oder Baugruppen wird darauf geachtet, dass alles sicher verpackt und befestigt ist, damit beim Transport keine Schäden entstehen.
16. Elektro Abteilung
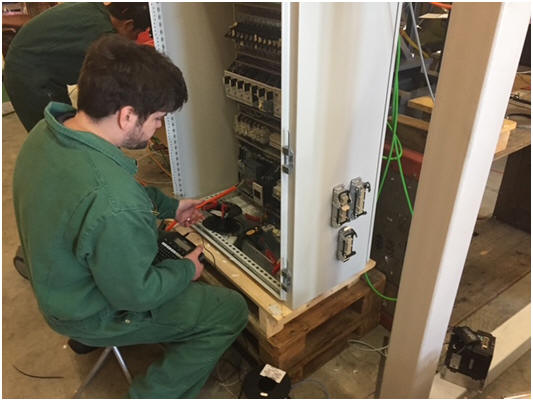
Bild 16.1
Hier verdrahtet Sven Widmer einen neuen Elektroschrank
Bild 16.2
Früher hat die WIAP die Sinumerik 802 eingebaut, danach die Sinumerik 808. In den letzten Projekten wurde die Sinumerik 828 verwendet. Planung und Projektierung ist immer vollumfänglich von WIAP
Bild 16.3
Ein Elektroschrank, der von uns aufgebaut wurde.
Bild 16.4
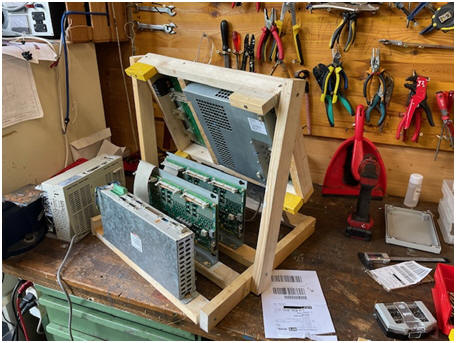
Die Sinumerik 802 wird zuerst im Hause WIAP getestet.
Bild 16.5
Testplatz im Hause Wiap
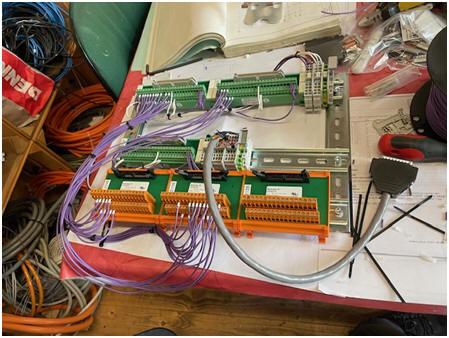
Bild 16.6
Beim Umbau von alt auf neu werden die alten Module mit den neuen miteinander verknüpft, damit nicht zu viel umverdrahtet werden muss.
Bild 16.7
Mechanik und Elektrik – von der Konstruktion über die PLC-Programmierung bis zur CNC-Programmierung. Eine sehr vielseitige Tätigkeit.
Zusammenfassung Kapitel 16, Elektro Abteilung
Im Bereich Elektro werden die Steuerungen, Kabel und elektrischen Komponenten für Maschinen und Automationen aufgebaut. Es wird darauf geachtet, möglichst mit einheitlichen Bauteilen zu arbeiten, damit Reparaturen und Erweiterungen später ohne grosse Probleme möglich sind.
Viele elektrische Komponenten werden in grösserer Menge am Lager gehalten. Dazu gehören Schalter, Sensoren, Kabel, Stecker und weitere Teile, die bei fast jeder Anlage benötigt werden. Dadurch kann jederzeit mit dem Aufbau begonnen werden, ohne dass zuerst Material bestellt werden muss.
Durch die einheitliche Verwendung von Bauteilen ist es auch bei Störungen einfacher, schnell eine Lösung zu finden und dem Kunden ohne lange Wartezeit zu helfen.
17. Konstruktions Abteilung
Bild 17.1
Die WIAP arbeitet heute mit einem bekannten und leistungsfähigen CAD-Programm. Es ermöglicht, schnell und präzise Zeichnungen zu erstellen.
Bild 17.2
Nur ein Beispiel von vielen Projekten, die wir bereits realisiert haben.
Zusammenfassung Kapitel 17, Konstruktion
In der Konstruktion werden die Maschinen und Vorrichtungen geplant. Dabei wird darauf geachtet, dass die Bauteile stabil, einfach zu montieren und später auch gut zu warten sind.
Durch die Erfahrung aus vielen Projekten werden möglichst bewährte Lösungen verwendet. Wenn möglich werden gleiche Teile mehrfach eingesetzt, damit weniger verschiedene Komponenten benötigt werden. Das erleichtert den Bau und auch spätere Reparaturen.
Ziel ist es, Maschinen so zu konstruieren, dass sie zuverlässig arbeiten und auch nach vielen Jahren noch repariert oder angepasst werden können.
18. Stahllager
Bild 18.1
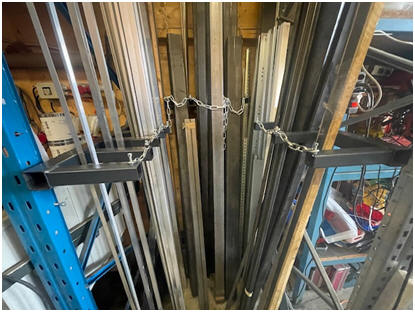
Auf diesem Foto ist noch das alte Stahllager zu sehen. Da die WIAP über eine hohe Halle verfügt, ist es sinnvoll, das Stahllager mit stehenden Stangen zu organisieren. Deshalb haben wir ein Stahllager für stehendes Material eingerichtet.
Bild 18.2
Hier haben wir ein Stahllager für stehende Stangen eingerichtet. Es ist für drei verschiedene Stangenlängen bis 6 Meter ausgelegt, sodass die Stangen sicher stehen und stabil gelagert sind.
Bild 18.3
Alle Stangen sind so gelagert und gesichert, dass sie nicht umstürzen können. Dadurch wird ein sicheres Handling gewährleistet und das Unfallrisiko im Lager deutlich reduziert.
Bild 18.4
Damit auch Reststücke oder kürzere Stangen das Handling vereinfachen, haben wir viel Material bereits auf 1,2-Meter-Stangenlängen zugeschnitten und im Lager bereitgestellt. Dadurch ist es deutlich einfacher und schneller, benötigte Stücke weiter zuzuschneiden.
Rundmaterial, Automatenstahl sowie Silberstahl, aber auch Vierkant-Vollmaterial und Rohre sind bei uns in grösseren Mengen an Lager.
Der grösste Teil besteht aus S355 (identisch mit Stahl 52) mit einer Festigkeit von etwa 52 kg/mm². Wir haben nur wenig S235 (vergleichbar mit St37), das eine Festigkeit von etwa 37 kg/mm² hat.
Der Silberstahl hat eine Festigkeit von rund 110 kg/mm² und wird häufig für Lagerzapfen verwendet. Auch dieses Material ist in grösserer Menge an Lager.
Gewindestangen in der Qualität 8.8 (ca. 88 kg/mm²) haben wir ebenfalls lagerhaltig, vor allem in den Grössen M24 und M36, da diese häufig für das MEMV-Verfahren benötigt werden.
Zusammenfassung Kapitel 18, Stahllager
Im Stahllager werden verschiedene Profile, Bleche und Rundmaterial auf Vorrat gehalten. Dadurch kann jederzeit mit dem Bau von Maschinen begonnen werden, ohne dass zuerst Material bestellt werden muss.
Besonders bei grösseren Projekten ist es wichtig, dass genügend Material vorhanden ist. Deshalb wird darauf geachtet, die häufig benötigten Abmessungen immer am Lager zu haben.
Durch die Lagerhaltung von Stahl kann schnell gearbeitet werden, und auch kurzfristige Aufträge können ohne grosse Verzögerung ausgeführt werden.
19. Schlusswort
Das war nur ein kleiner Überblick über die Möglichkeiten, die WIAP beim Herstellen verschiedener Anlagen und Bauteile bietet.
Da bei WIAP Konstruktion, Schweissen, mechanische Bearbeitung, elektrische Planung, Umsetzung, PLC- und CNC-Programmierung möglich sind, erhält jeder Kunde fast alles aus einer Hand. Dies spart oft viel Zeit und Umwege.
Bild 19.1
Alle diese Projekte wurden in Dulliken hergestellt. Der Endkunde war die SBB – Schweizerische Bundesbahnen.
Bild 19.2
Alle diese Projekte wurden in Dulliken hergestellt. Der Endkunde war die Firma Striebig in Luzern
Bild 19.3
Alle diese Projekte wurden in Dulliken hergestellt. Der Endkunde war die Firma Haeusler in Herten DE (Mutterwerk Duggingen)
Bild 19.4
Hier ist die Ansicht einer 3er-Serie von vorne der neuen WIAP MEMV®-Anlage, die vollautomatisch Metall entspannt und dabei viel Energie spart. Sie stellt eine Alternative zum Spannungsarmglühen dar
Bild 19.5
Alle diese Geräte werden in Dulliken hergestellt und montiert. Der neue Drehautomat ermöglicht es, mannarm – also mit minimalem Bedienereinsatz – mit der Anlage zu arbeiten.
Bild 19.6
Auch Umbauten werden alle in Dulliken vorbereiten, bevor sie zum Endkunden gehen. Hier eine Grossumbau bei Striebig 8 Achsen Fräsmaschine
Bild 19.7
Da wird eine Richtmaschine mit einer neuen PLC ausgerüstet, auch wieder beim Kunden Striebig
Bild 19.8
Noch eine weitere Mehrachsen Fräsmaschine wird mit einer neuen Sinumerik 828 ausgerüstet.
Bild 19.9
Hier wird eine Schweisslehre auf ein neues Werkstück umgebaut
Zusammenfassung Kapitel 19, Schlusswort
Die Werkstatt, das Lager und die verschiedenen Abteilungen sind so eingerichtet, dass sowohl kleinere Reparaturen als auch grössere Maschinen gebaut werden können. Ein wichtiger Punkt ist die konsequente Lagerhaltung von Material, Werkzeugen und Ersatzteilen.
Dadurch ist es möglich, kurzfristig auf neue Anforderungen zu reagieren und auch bei Störungen schnell eine Lösung zu finden. Besonders bei grossen Maschinen ist es entscheidend, dass nicht auf jedes Teil gewartet werden muss.
Die Erfahrung aus vielen Jahren im Maschinenbau zeigt, dass eine gute Organisation, genügend Material am Lager und die Verwendung von bewährten Bauteilen die Voraussetzung dafür ist, zuverlässig arbeiten zu können und den Kunden schnell zu helfen.
Bei Fragen stehen wir Ihnen jederzeit gerne zur Verfügung.