Der Bericht WU 500A Sammel 1 sind gemischte Umbauten
Der Bericht WU 500B Sammel 2 sind gemischte Umbauten 2 Bohrwerke, Wasserstrahlmaschinen, Brennscheidmaschinen, Hobelmaschinen.
Der Bericht WU 500C Sammel 3 sind gemischte Umbauten; 2 Drehmaschinen und Karussell- Drehmaschinen
Die WIAP hat eine Vielzahl an Drehmaschinen auf CNC umgerüstet, teilweise auch sehr komplexe Projekte. Im Bericht WU 500C ist ein Teil der umgebauten Projekte aufgeführt. Weitere Projekte sind im WU 500 noch enthalten. Viel Vergnügen beim Betrachten unserer Fotoberichte.
3. Projekt Kurzbeschreibung
Weltweit Maschinen umzubauen ist eine sehr interessante Aufgabe. Nachfolgend sind vor allem Drehmaschinen aufgezeigt. Bis hin nach Afrika durfte die WIAP solche Projekte realisieren, viele davon auch für die Ölindustrie.
4. Pittler CNC Drehmaschine
Umbau, Retrofit Projekt Bericht WU_215
Umbau Beschreibung
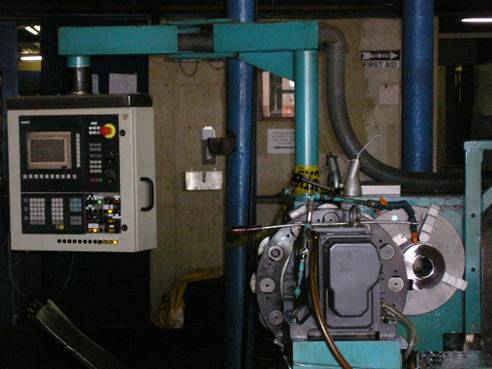
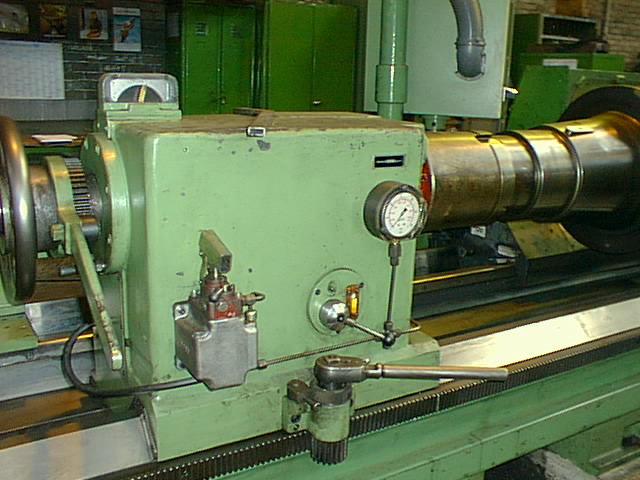
Pittler CNC Drehmaschine mit Sinumerik 802 DSL, mit Zyklen und Graphik. 12-fach Revolver VDI 40 und VDI 50 Spitzenweite 1500 mm, 30 KW Spindelantrieb Anbau neuer CNC Steuerung, neue Vorschubmotoren. Ganze Elektrik erneuert; PLC für Werkzeugrevolver erstellt. Ganze Relais Steuerung gegen PLC Steuerung ersetzt.
Bild 4 A: Pittler war vor Jahren ein führender Drehmaschinenhersteller in Europa. Sie haben sich mit Index und Georg Fischer verglichen.
Bild 4 B: CNC Steuerung Sinumerik 802 DSL mit Profibus System, ADI 4 Modulen usw.
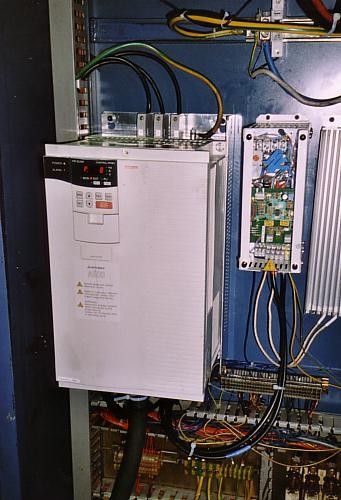
Bild 4 C: Omron Spindelantrieb 30 KW und Omron Vorschubantriebe 2 x 3 KW; 20 Nm Vorschubmotor. Maschine wurde von WIAP AG mit neuer CNC, Spindelantrieb und Vorschubmotoren umgebaut.
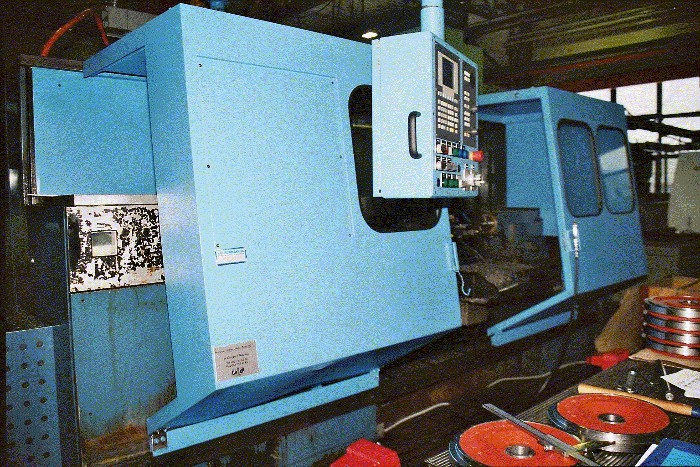
Bild 4 D: So sah die Maschine vor dem Umbau aus.
Bild 4 E: Der alte Hauptspindelantrieb wurde gehen einen neuen 30 KW Antrieb ersetzt.
Bild 4 F: Eine schon seit Jahrzehnten auf dem Markt, eingeführte Werkzeugmaschine. Pittler, Deutschland
Bild 4 G: Die alte Riemenscheibe des alten Spindelantriebes kann wieder verwendet werden.
Bild 4 H: Der neuen 20 Nm Z-Vorschub Antrieb wird direkt aufgesetzt, ohne Untersetzung.
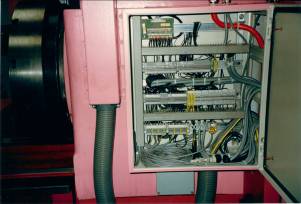
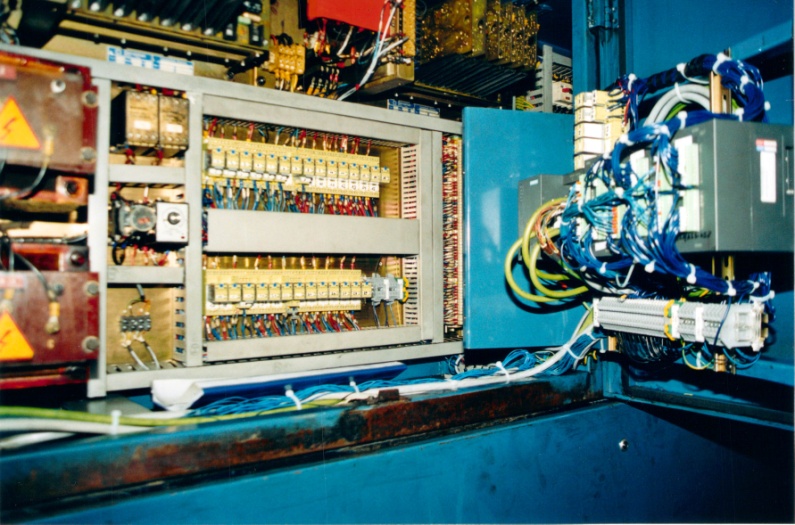
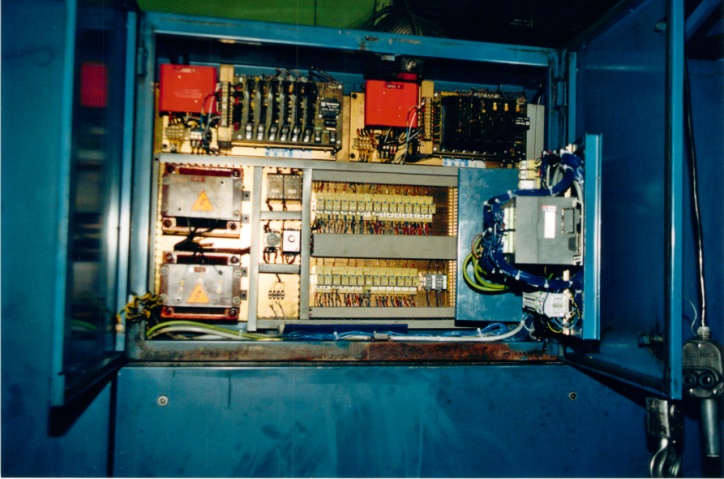
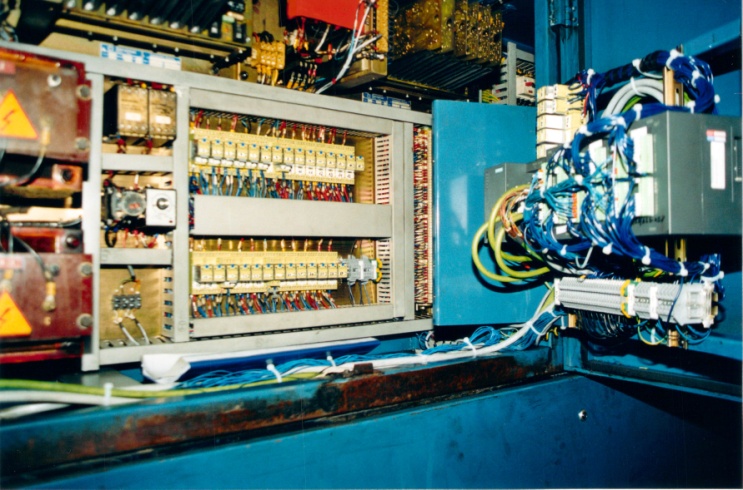
Bild 4 I: Im Elektroschrank wurde viel Altes ausgeräumt und Neues installiert.
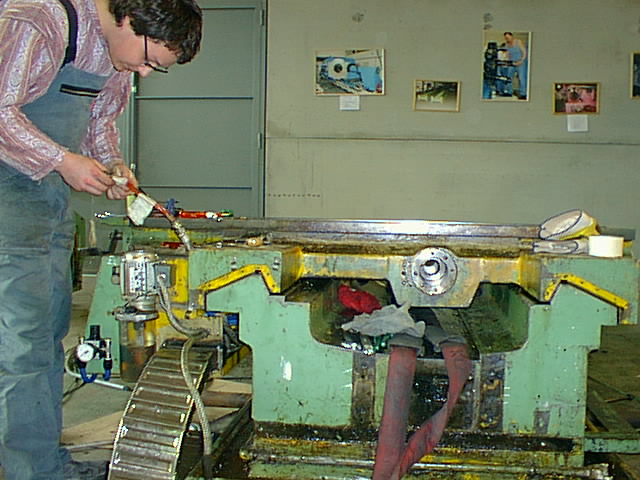
Bild 4 J: Für die ersten Testläufe hat man den X Vorschubmotor noch nicht montiert, um alles vorher einstellen zu können.
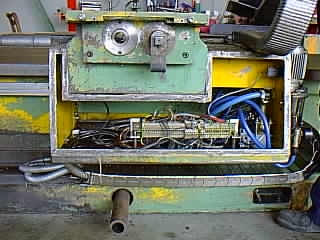
Bild 4 K: An der Maschine war viel mit Hydraulik versehen. Reitstock, Spannfutter, Lünette, Pinole und die ganze Revolver Klemmung.
Bild 4 L: Die alte Panelaufhängung konnte gut wieder für die neue CNC verwendet werden. Sehr stabil.
5. Weisser CNC Drehbank
Retrofit Umbau Projekt Bericht WU_220
Umbau Beschreibung
Bild 5 A: CNC Drehmaschine, welche in der Schweiz bei Grossfirma stand. Erste CNC war eine Sinumerik 5T. Diese wurde das erste Mal auf eine Sinumerik 810T und ein zweites Mal, 20 Jahre später, auf eine Sinumerik 802 umgerüstet.
Bild 5 B: Hier ist man am PLC Programmieren mit dem Lap Top.
Bild 5 C: Es gibt einige Sachen, die gehen müssen, wie Revolver, Getriebe. Dann ist die Sicherheit sehr wichtig.
Bild 5 D: Das ist ein Unterhaltsmann.
Bild 5 E: Bei der Inbetriebnahme will die Schmierung nicht so, wie wir es wollen. Kein Druckaufbau. Es wird gesucht, dann sieht man, dass die Pumpe defekt ist. Also ein Umbau hilft auch das Fehler, die teure Folgen verursachen können, vor dem Schaden gefunden werden.
Bild 5 F: Unterhalt an Maschine. Das ist die Zukunft. Die Wiap schult hier die beiden Serviceleute Yoba und Carlo.
Bild 5 G: Die Maschine in der Produktion. Alle waren froh, dass man die erste CNC Maschine mit der neuen Steuerung wieder in der Produktion haben konnte. Was mit dem neuen Programmieren auf sie zukam, war dann bewusst als man sah, wie einfach man über 10 Jahre mit einem sehr einfachen System produzierte. Alle Parameter programmiert. Für jedes Öl Gewinde. Nur ca. 15 Werte müssen eingeben werden und ein Gewinde war fertig.
Bild 5 H: Diese Maschine, da wo sie steht, haben wir oft tropfnass gearbeitet. Der Schweiss lief einem aus den Poren wie verrückt. Die Luftfeuchtigkeit ist oft über 100 %. Wenn man Durchzug machte, hatte man zu starken Zug, dann wieder Ohrenschmerzen. Also nicht so einfach als Europäer da in Afrika mit dem Leben zurechtzukommen.
Bild 5 I: Hier sieht man nach dem Abschluss des Umbaus, wie der Alltag vor sich geht. Joe beim Zeichnungen studieren fürs nächste Projekt.
6. Berthiez Karussel
Umbau, Reftrofit Projekt Bericht WU_245
Umbau Beschreibung Projektbeschreibung
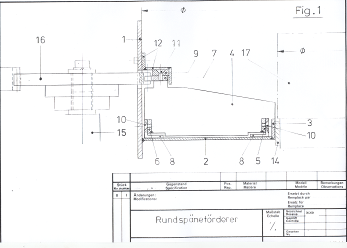
Aufgabe 1: Umbau CNC Steuerung auf neue Sinumerik mit neuen Vorschub Motoren Aufgabe 2: Späne Lösung einbauen
Bild 6 A: Das Berthiez Karussell, Frankreich, wurde komplett mit neuen Vorschubmotoren, neuem Spindelmotor und einer neuen CNC Steuerung Sinumerik ausgerüstet.
Bild 6 B: Die Maschine ist in einem guten Zustand. Wurde von einer grossen Schweizer LKW Firma übernommen in eine Schweizer Giesserei. Schwere Zerspanung war angesagt für diese Maschine.
Bild 6 C: Umbau Berthiez Karussell Drehmaschine durch die WIAP AG.
Bild 6 D: Skizze wie eine Späneentsorgung angebaut wurde
Bild 6 E: Ein Ringsystem hat die anfallenden Späne, welche durch die Zentrifugalkraft nach aussen fallen, eingesammelt und durch ein Loch in einen Späneförderer bewegt.
Bild 6 F: Antrieb des Späne-Einsammel Rings.
Bild 6 G: So sah die Lösung vor dem Anbau durch die Wiap AG aus.
7. Gornati Wiap Drehmaschine
Umbau, Reftrofit Projekt Bericht WU_250
Umbau Beschreibung Projekt Beschreibung
Die konventionelle Maschine Gornati wurde als konventionelle Maschine aus dem Ausland in die Schweiz gesandt um herzurichten. Das war 1989.
Die Maschine wurde mit einer CNC Steuerung Sinumerik 810 ausgerüstet. Dann hat der Endkunde ein neues Maschinen-bett bestellt, welches breiter war als das herkömmliche Bett von Goranti. Das war im Jahr 1998.
Im Jahr 2006 wurde die Sinumerik 810 ausgebaut und eine neue Sinumerik 802 angebaut.
Umbau in der Schweiz:
Bild 7 A: Total Revision mit Retrofit. Konventionelle Gornati Drehbank mit System WIAP.
Bild 7 B: Anbau von Kugelrollspindel
Bild 7 C: Bett neu geschliffen
Bild 7 D: Aufbau von neuem Werkzeugrevolver
Bild 7 E: Ölfeld Drehmaschine mit Doppel Futter
Bild 7 F: Neuer Werkzeugscheiben Revolver Sauter
Bild 7 G: Abnahme im Werk WIAP Drehversuche von Oelfeld Gewinden.
Bild 7 H: Neu aufgebauter Elektroschrank, alles Siemens Material.
Bild 7 I: Getriebe Elektroschrank
Anbau neues Maschinenbett:
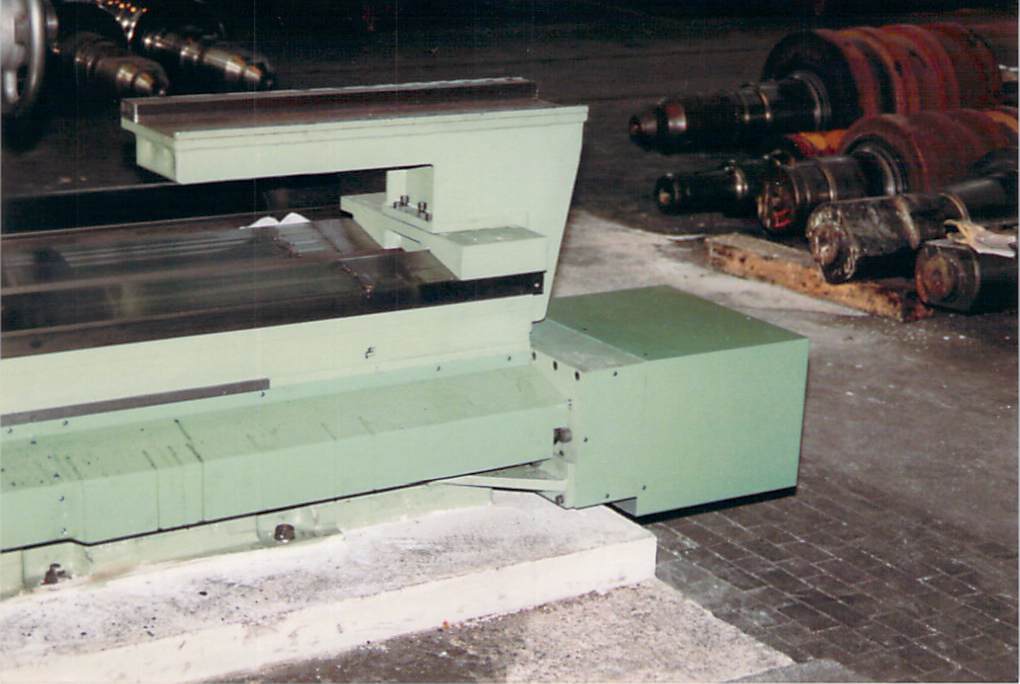
Bild 7 J: Bau von neuem Maschinenbett für die Gornati, mit Kreuzschlitten.
Bild 7 K: Einschaben der Schlitten X und Z Achse
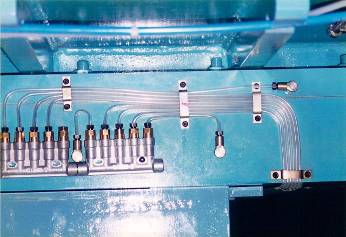
Bild 7 L: Schmiersystem mit Dosiereinheiten und Luftabhebung
Bild 7 M: Die Schmierung. Genügend Schmierstellen für Kurzhubbewegungen. Da die Maschine viel Gewinde schneidet, oft bis zu 30 Durchgänge pro Gewinde, sind viele Schmierstellen gut für die Lebensdauer der Maschine.
Bild 7 N: Neue CNC Steuerung Sinumerik 810T mit tragbarer Box.
Anbau neue CNC beim Endkunden:
Bild 7 O: 20 Jahre später keine Ersatzsteuerung mehr erhältlich, CNC wird ersetzt gegen neue CNC.
Bild 7 P: Auch die Siemens Vorschub- und Spindelantriebe sind verfressen von dem Klima am Meer.
Bild 7 Q: Die Unterhaltsleute bauen alles um, es dient gleichzeitig als ihre Schulung.
Bild 7 R: Carlos bei der Demontage von Bauteilen
Bild 7 S: Die neue CNC Steuerung Sinuemrik 802 DSL
Bild 7 T: Es gibt noch einiges zu verdrahten, aber die Hauptkomponenten sind drin. Ein kleines Missgeschick. Am 13.8. ging per Flugfracht der 30 KW Motor mit dem Regler nach Angola. Sowie diverse Kabel. Angeblich eine Woche, bis 10 Tage. Heute ist der 1.9. und es ist noch nichts hier! Zum Glück haben wir zu Beginn mit der ersten Lieferung gerade die Ersatzware geliefert, im Notfall können wir auch so starten. D.h. in Angola muss man Monate für Material im voraus denken.
Bild 7 U: Die Maschine dreht viele unterschiedliche Bauteile.
Bild 7 V: Schwere Bauteile in der Maschine. Extrem geforderte WIAP Maschinen.
Bild 7 W: Abstechen und auffangen der Teile mit dem Kran, das geht nicht in Europa.
Bild 7 X: So sah die Maschine wieder neu aus.
8. Fuji CNC Drehmaschine
Umbau, Reftrofit Projekt Bericht WU_260
Projektbeschreibung
Die Maschine kommt aus Angola in die Schweiz zur WIAP AG für eine Generalüberholung. Das Bett wird neu geschliffen Die Schlitten werden neu beschichtet mit Gleitbelag.
Bild 8 A: Maschine Fuji Seiki auf dem Rückweg in die Schweiz.
Bild 8 B: Die Maschine wird komplett zerlegt
Bild 8 C: So sah die Maschine vor dem Umbau aus. Nach dem ersten Umbau lief die Maschine fast 20 Jahre, dann kam sie zurück in die Schweiz zum Neuumbau. WU_260_20
Bild 8 D: Die Hauptspindel der Fuji hatte ein Problem, so dass nicht mehr richtig gedreht werden konnte. Es war nur ein kleines Problem und wenig Massnahmen nötig, damit wieder einwandfrei gedreht werden konnte.
Bild 8 E: Interessant, wie die verschiedenen Werkzeugmaschinenbauer alle eine eigene Art für ihre Spindeln einsetzen. Aber bei jeder Art, kann man nachvollziehen, warum sie es so machten.
Bild 8 F: Die Maschine wurde aus Angola in die Schweiz geliefert, um komplett neu zu überholen. Montage Fuji Seiki Maschine für die Ölindustrie mit neuer CNC Steuerung. Ganze Geometrie wird besser, als bei einer neuen Maschine gemacht. Der Guss ist gealtert, das Bett neu geschliffen. WU_260_30
Bild 8 G: Schaben der Geometrie. Pro Schabdurchgang kann ca. 0,004 mm abgetragen werden. WU_260_40
Bild 8 H: Das Schaben ist eine alte Handarbeit, welche bei Gusschlitten gute Gleitfähigkeit ohne Stick Slip ermöglicht. WU_260_50
Bild 8 I: Abtouchieren des Reitstocks Sockels. WU_260_60
Bild 8 J: Saubere Arbeit ist wichtig, wenn ein gutes Resultat erreicht werden will. WU_260_70
Bild 8 K: Chris links und Jim Widmer rechts. Ein solcher Zusammenbau ist nicht in einem Tag gemacht. Es ist aufwendig. WU_260_80
Bild 8 L: Caroline Widmer links und Jim Peter Widmer rechts bereiten den Kreuzschlitten vor für die Montage.
Bild 8 M: Stundenlang schaben und immer wieder den Schlitten neu auf die geschliffene Auflage legen und abtouchieren. Wenn 10– 15 Auflage Punkte auf einem Inch im/2 (25,4 mm /2) da ist , ist es ok nach alten Regeln. Für Schleifmaschinen sind 25 Auflage Punkte pro /2 Inch nötig. WU_260_90
Bild 8 N: Caroline Widmer bohrt neue Schmierbohrungen in den Schlitten. WU_260_100
Bild 8 O: Das benötigt einige Kraft. Es soll jedoch viele neue Schmierbohrungen geben, da die Maschinen Kurzhub Anlagen sind wie diese Oelfeldgewinde, oft nur in ca. 150 bis 200 mm Dauerwegbereich fahren, muss genug geschmiert werden in beiden Achsen X und Z. Wir haben mind. 3 x mehr Schmierstellen gemacht . WU_260_110
Bild 8 P: Es wird so gebohrt, dass die Schmierleitungen aus dem Spänebereich montieren werden können. Hier unten gibt es dann eine Abdeckung WU_260_120
Bild 8 Q: Es benötigt lange Bohrer und oft ist der Guss recht hart, was mit dem Abkühlen und der Wandstärke der jeweiligen Zonen zusammenhängt, da muss mit Fingerspitzengefühl gebohrt werden WU_260_130
Bild 8 R: Der richtige Gleitbelag ist das Herz der Arbeit. Die Wiap hat praktisch mit allen gearbeitet und setze den jeweilig Nötigen ein. Vor allem, dass der Stick-Slip Effekt= Haftgleiteffekt, sich nicht negativ auf die Präzision der Werkzeugmaschine auswirkt.
Die Wiap hat bei problematischen Sachverhalten noch ein Luftabhebesystem als Abhilfe. Dann wird immer beim Vorschub mit Luft der Schlittendruck reduziert.
Bild 8 S: Caroline Widmer hat das Krafttraining abgesagt. Sie stellte fest, dass es auch mit Arbeiten geht und man verdient noch Geld dabei und muss nicht immer nur zahlen. WU_260_140
Bild 8 T: So ein schweres Maschinenbett in eine Malerei bringen ist aufwendig und kompliziert, während einem Maschinen Rückaufbau. Doch es braucht 100 % Disziplin. Sauber reinigen, gute 2 K Farbe, welche Lösungsmittel und emulsionsbeständig ist ab der Grundierfarbe. Und eine gute Qualitätssicherung. Jeder muss den Andern kontrolliere, dass nicht geschlampt wird.
Bild 8 U: Die Maschine hat schwer gelitten in Angola, nur wenige Meter vom Meer entfernt. Das frisst alles an, darum haben wir die beste Qualitätsfarbe eingekauft und es mit dem Farblieferant vorher noch abgestimmt.
Bild 8 V: Nach Angola liefern wir nur noch klimatisierte Elektroschränke. Das schlimmste ist das Kondenswasser. Wenn die Anlage läuft, kein Problem Gibt es einen Stromunterbruch ist, nach ca. 8 Stunden, alles voll Wasser im Schrank und nicht selten zerstört es die Elektronik. Auch Heizungen sind nötig, wenn in der Nacht die Temperatur dermassen absinkt und am Tag die hohe Luftfeuchtigkeit. Die WIAP hat hier schon viele Stunden in Untersuchungen investiert für Zonen direkt am Meer in Tropengebiet. WU_260_150
Bild 8 W: So ein Oelfeldspindelstock ist schwer. Die Flucht zur Z Achse muss einwandfrei stimmen. Ideal auf 300 mm weniger als 0.03mm Konizität das ist im Radius 0.015 und das auf die richtige Seite. In der Regel immer vorne weiter weg vom Futter dünner, weil der Schnittdruck durch das Werkzeug immer weiter vom Futter entfernt, mehr drückt.
Bild 8 X: Jetzt ist die Olefelddrehmaschine, welche umgebaut wurde aus einer konventionellen, fertig und kann geliefert werden. Neue Kugelrollspindeln. Neuer Werkzeugrevolver; Bett neu geschliffen; Schlitten neu geschliffen und Neues mit Gleitbelag belegt. Neustes Schmiersystem; neuer Spindelantrieb und vieles mehr. Eine Stärke der Wiap AG. Aus alt macht neu.
Tacchi CNC Drehmaschine mit Sinumerik CNC Steuerung mit Zyklen und Graphik.
Anbau neuer CNC Steuerung, neue Vorschubmotoren. Ganze Elektrik erneuert; PLC für alle M, S und T Funktionen erstellt. Ganze Relays Steuerung gegen PLC Steuerung ersetzt.
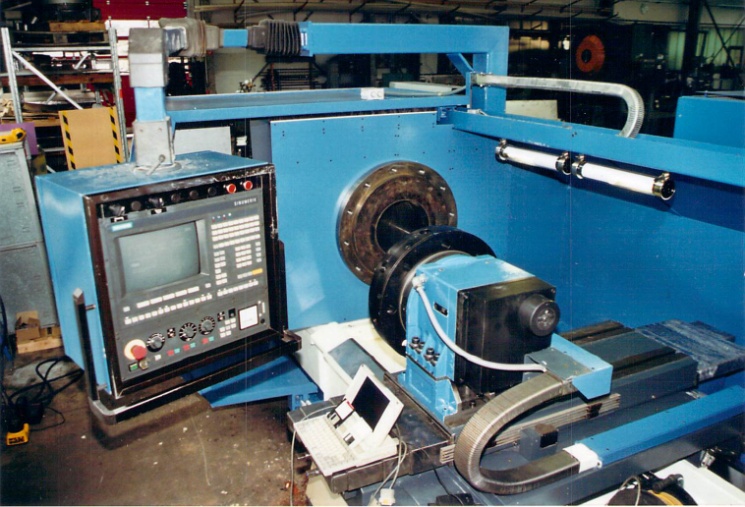
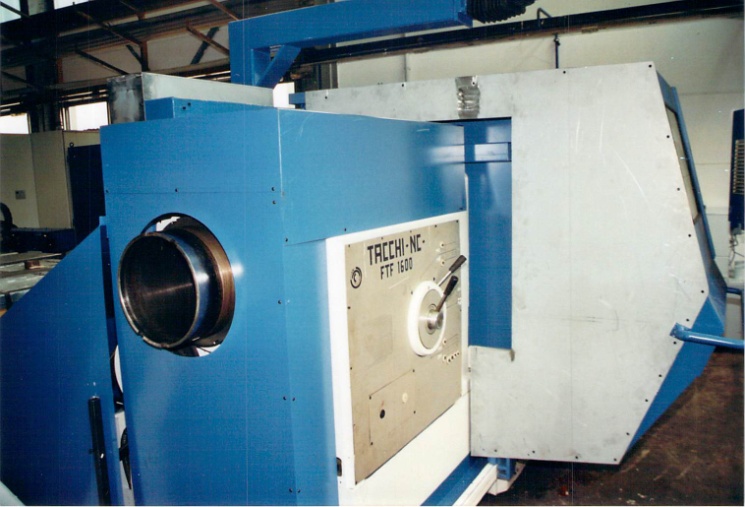
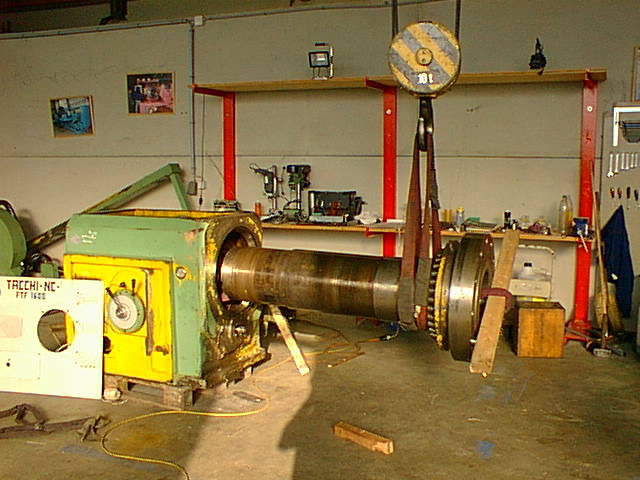
Bild 9 A: Die Tacchi CNC Drehmaschine bekommt eine Steuerung neuerer Generation.
Bild 9 B: Anbau der neuen CNC Steuerung mit der Inbetriebnahme und Schulung
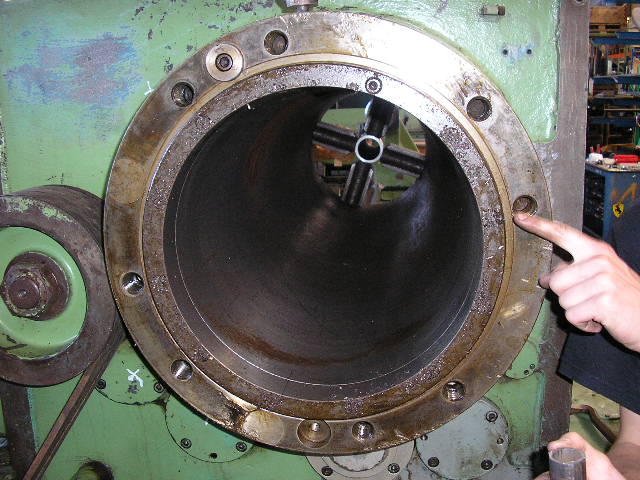
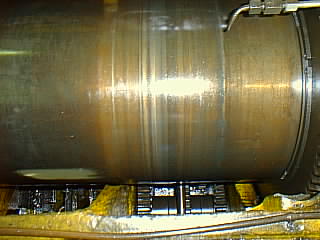
Bild 9 C: Die Maschine hat auch eine grosse Spindelbohrung wie eine Oelfeld Drehmaschine.
Bild 9 D:
Die WIAP machte die Konstruktion und die Ausführung für den Umbau.
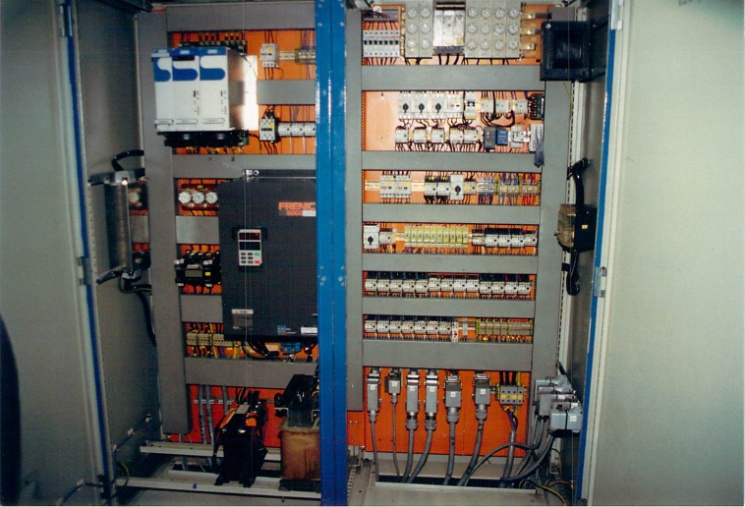
Bild 9 E: Der elektrische Teil wurde auch erneuert.
Bild 9 F:
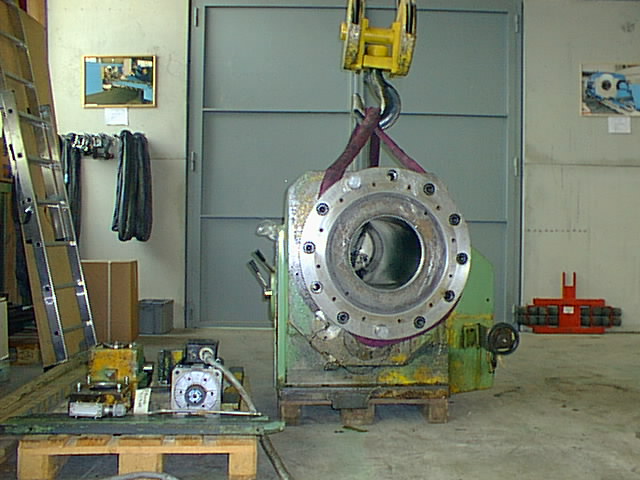
Reparatur Spindelstock Tacchi
Bild 9 G:
Das Lager war defekt
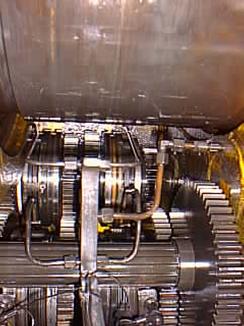
Bild 9 H: Jeder Maschinenhersteller hat seine eigene Art Spindellager zu machen. Wenn die Wärme auf eine zu grosse Axiallager Distanz drückt , sind bestimmte Lagerarten nicht die Besten. Tacchi hat unserer Meinung nach, nicht die beste Spindellager Lösung bei der Maschine gewählt.
Bild 9 I: Aufgrund der Wärmespuren im Innenleben lässt sich bereits erkennen, dass die Fehlerquelle für den Schaden an der Spindellagerung identifiziert ist.
Bild 9 J: Bald ist die Spindel wieder fertig
Bild 9 K: Wenn alles so kompakt in einem Spindelstock verpackt ist, merkt man schon, dass es Maschinenhersteller gibt, die ein wenig etwas mit Ferrari zu tun haben!
Bild 9 L: Der ganze Kreuzschlitten wurde neu überholt.
Bild 9 M: Die Kabel alle erneuert, dazu waren einige Arbeitsstunden nötig.
Bild 9 N: In einer Revision steckt viel Arbeit
Bild 9 O: Viele Maschinenbauer Gedanken sind bei einer Revision erkennbar. Die Eigenheiten jedes Herstellers können beurteilt werden. In einer Revision steckt viel Arbeit
Bild 9 P: Elektrik und Mechanik gehört alles zusammen bei einer Maschinenrevision. Bis hin zum Putzmann und Maler.
Bild 9 Q: Endresultat einer Revision.
10. Gurutzpe CNC Drehmaschine
Umbau, Reftrofit Projekt Bericht WU_252 Projekt Beschreibung
Die konventionelle Maschine Gurutzpe wurde als konventionelle Maschine aus dem Ausland ins Werk WIAP gesandt, um sie herzurichten. Das war einige Jahre her. Die Maschine wurde mit einer CNC Steuerung Sinumerik 810 ausgerüstet. Im Jahr 2006 wurde die Sinumerik 810 ausgebaut und eine neue Sinumerik 802 angebaut.
Umbau/ Neubau in der Schweiz: Siehe Link Wiap DM4 C
Bild 10 A:
Der zweite Umbau der Maschine. Anbau Umbau 1 auf Sinumerik 810. Umbau 2: Sinumerik 802
Bild 10 B: Hier die wieder erneuerte Maschine mit der Sinumerik 802. Wieviel Arbeit dahintersteckt, ist kaum erkennbar siehe hinten.
Bild 10 C: Der ganze Spindelantrieb wird ersetzt, weil keine Ersatzteilgewährleistung mehr da war von Siemens. Und in Angola gibt es ab und zu einen Knall. Dabei entstehen Zehntausende Franken Defekte durch das Kondenswasser das sich bildet, wenn einmal eine Trafo der Stromversorgung aussteigt und mehrere Stunden die Elektroschränke abkühlen. Jetzt hat man ein norm Motor 30 KW genommen der weniger empfindlich ist und ein FU.
Bild 10 D: So sah die Maschine vor dem Umbau aus. Caroline Widmer beim PLC und CNC Programmieren
Bild 10 E: Programmierung an der Maschine. Das bei 35 Grad Wärme; 50 Meter vom Meer entfernt
Bild 10 F: Demontage der alten CNC
Bild 10 G: Der von der Wiap als Unterhaltsfacharbeiter ausgebildete Yoba Casimiro, konnte innert Monaten, sehr viel eigenständig machen.
Bild 10 H: Der neuen Panelarm wird vorbereitet von HP Widmer
Bild 10 I: Es gibt eine neue Steuerungsaufhängung.
Bild 10 J: Galgen Befestigung
Bild 10 K: Gleichzeitig wird die Maschine auch überholt.
Bild 10 L: Hier wird der Z Schlitten abgehoben
Bild 10 M: Hier wird das Getriebe zur Revision geöffnet.
Bild 10 N: Getriebe Reparatur
Bild 10 O: Die Konizität des Werkstückes des Spindelstockes wird ermittelt . 7 Seiten Protokoll für VAM. 14 Seiten hat das interne Protokoll.
Bild 10 P: Der Revolver muss ohne Spiel sein, sonst vibriert es beim Drehen. Das heisst, die Qualitätsanforderungen werden nicht erreicht.
Bild 10 Q: Immer Ende Juni werden an allen CNC Drehmaschinen die Unterlagen ausgetauscht. Der Geometrietest erneuert, der jedes Jahr gemacht werden muss.
11. Gurutzpe CNC Drehmaschine
Umbau, Reftrofit Projekt Bericht WU_272 Projektbeschreibung
Auftrag: Vorhandene, alte ECS CNC Steuerung entfernen. Neue CNC Steuerung anbauen. Spindelmotor entfernen, neuen Spindelmotor mit Antrieb einbauen. Verkabelung erneuern. Anbau, Schulung, Inbetriebnahme.
Bild 11 A: Graziano SAG Drehmaschine mit neuer CNC Steuerung
Bild 11 B: Panel Sinumerik
Bild 11 C: Neu eingebaute PLC; alte entfernt.
Bild 11 D:
Bild 11 E:
Bild 11 F: Neuer Spindelmotor
Bild 11 G: CNC Drehmaschine Graziano umgebaut von WIAP AG
Bild 11 H: Neuer Spindelantrieb für die Graziano CNC Drehmaschine.
12. Herkules Walzendrehbank
Projekt Bericht WU_125 Projektbeschreibung
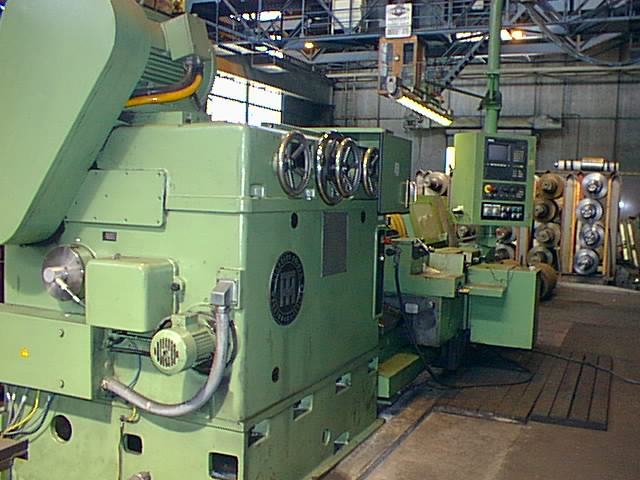
Die WIAP AG durfte 7 Walzendrehmaschinen für einen Kunden umbauen. Das war eine sehr interessante Arbeit, welche viel Freude machte, aber gleichzeitig eine grosse, technische Herausforderung war.
Die Wiap AG baut eigene Werkzeugmaschinen und hat einen Zulieferanten Stamm. Ob bei Neumaschinen oder Umbauten; es werden in der Regel überall dieselben Einbauteile verwendet. Somit ist auch die Ersatzteilgewährleistung gesichert.
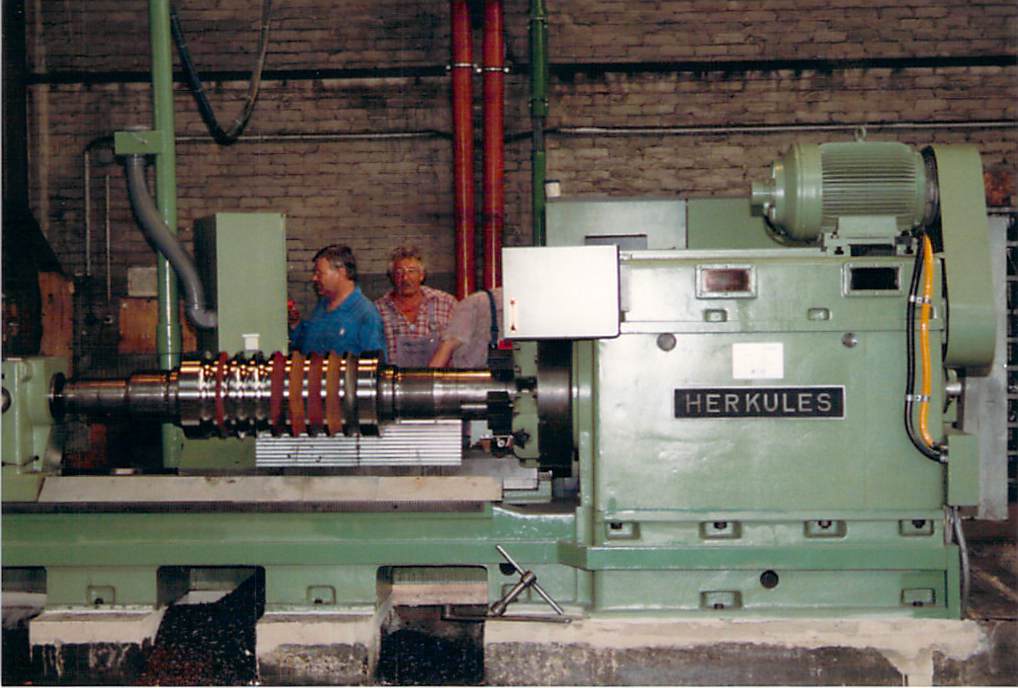
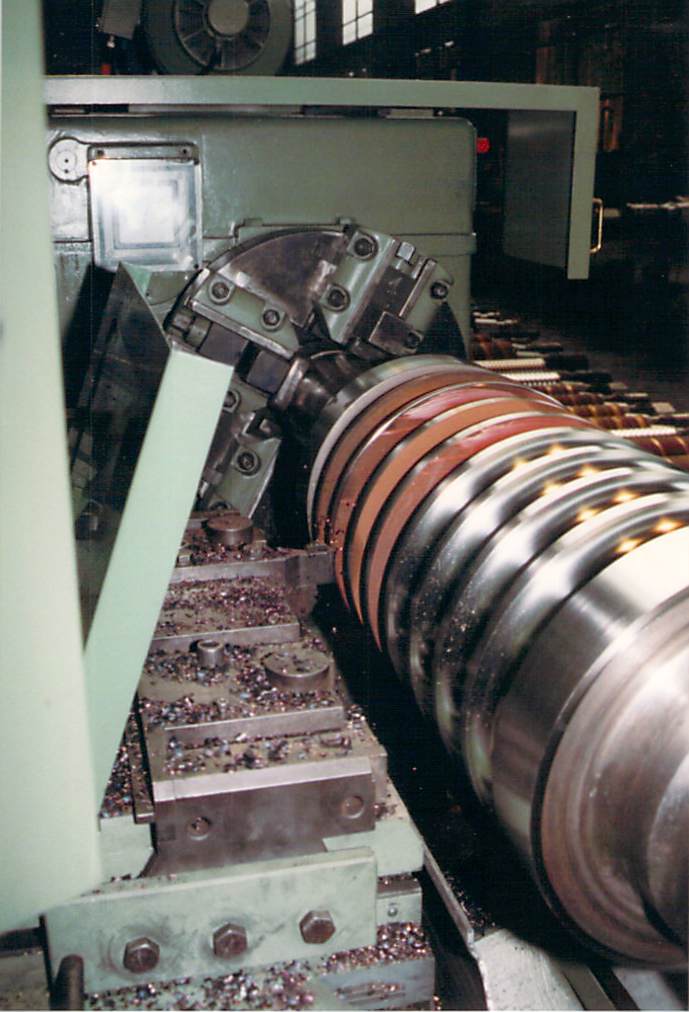
Bild 12 A: Diese Walzendrehmaschine Herkules ist sehr robust gebaut. Wir mussten in der Z Achse 80 mm Kugelrollspindeln einbauen, weil enorm hohe Kräfte aufkommen, wenn 4 Stähle gleichzeitig im Eingriff sind.
Bild 12 B: Der Untersockel wird mit Zement unterfüllt, damit die Vibrationen gedämpft werden und zwar mit Spezialzement, welcher sich richtig verhaltet bei der Austrocknung.
Bild 12 C: Die CNC Steuerung Sinumerik wurde mit einem Spezial Programm ausgerüstet. Die Wiap entwickelte parametrisierte Sonderprogramme, so dass die Operateure, von welchen einige kurz vor der Pension standen, ohne Fachkenntnisse, resp. CNC Erfahrung, sehr einfach diese Maschine nach dem Umbau bedienen konnten.
Bild 12 D: Beide Achsen X und Z hatten ein Handrad zum besser Ankratzen bei der Werkzeug Abnullung.
Bild 12 E: Normal waren 4 Stähle gleichzeitig im Eingriff. Beim Programm Test war nur einer im Einsatz.
Bild 12 F: Das Material ist sehr hart. Die Drehzahl lief langsam mit Keramik. Es war gut zu hören, wie hart die Walzen waren.
Bild 12 G: Einige Tonnen schwer waren diese Walzen.
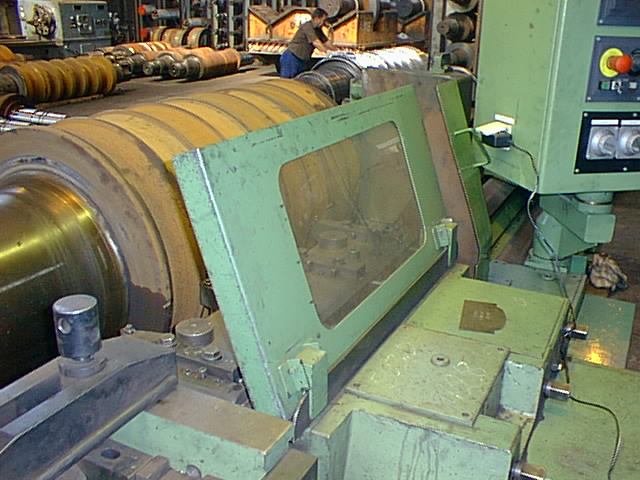
Bild 12 H: Der Wiap Operateur schult den Kunden und den Werkstatt Chef.
Bild 12 I: Auch die Klauenkasten hat die WIAP alle revidiert, so dass die Maschine fast wie eine neue Maschine arbeiten kann. Oft noch besser als eine neue, weil heute einiges nicht mehr so robust und stabil gebaut wird, wie bei den alten Maschinen.
Bild 12 J: Ausserordentlich robust und stabil ist der Spindelstock. Der neue Spindelmotor wurde wieder auf den Spindelstock gesetzt und elektrisch zur stufenlosen Drehzahl Regulierung ausgelegt.
Bild 12 K: Der Reitstock muss, um die Walzen aus dem Klauenkasten rausfahren zu können, immer mit einer extrem guten Klemmung entklemmt und dann zurückverschoben werden. Die Hydraulik musste bei allen Maschinen immer revidiert werden, weil es Leckage gab, was die Handhabung verkomplizierte.
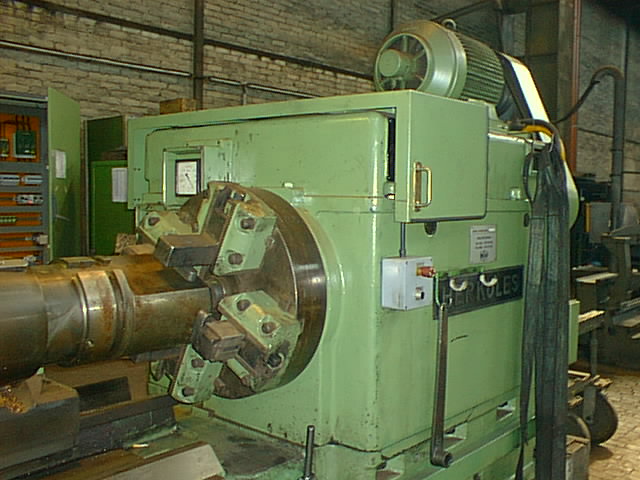
Bild 12 L: Die ganze Elektrik wurde komplett erneuert, nach den Vorschriften des Endkunden.
Bild 12 M: Der 4-fach Werkzeughalter musste auf den Hundertstel stimmen. Dass das ging, wurde sie im Werkzeugvoreinstellraum eingestellt und die schweren Halter hatten ein Sonderwerkzeug System für die Montage und Demontage.
13. Schlusswort
Da die WIAP eigentlich mit Drehmaschinen aufgewachsen ist, liegt es auf der Hand, dass viele Umbauten für Drehmaschinen realisiert wurden. Dass jedoch auch viele konventionelle Maschinen auf CNC umgebaut wurden, zeigt, dass das «Fleisch» einer Maschine der Schlüssel ist. Neumaschinen haben heute oft nicht mehr das schwere, gute «Fleisch» von früher. Gerade aus diesem Grund kann es gut sein, dass eine alte Maschine besser drehen kann als eine neue, bei der der Leichtbau oft zu Vibrationen führt. Genau aus diesem Grund hat die WIAP auch das VDSF-Verfahren für den Werkzeugmaschinenbau entwickelt.