Der Bericht WU 500A Sammel 1 sind gemischte Umbauten
Der Bericht WU 500B Sammel 2 sind gemischte Umbauten 2 Bohrwerke, Wasserstrahlmaschinen, Brennscheidmaschinen, Hobelmaschinen.
Der Bericht WU 500C Sammel 3 sind gemischte Umbauten 2 In dieser Projektsammlung 02 (WU 500B) finden Sie eine umfassende Übersicht aller Bohwerke, Bearbeitungszentren, Wasserstrahlschneidmaschinen, Hobelmaschinen und weiterer Maschinen, die von der WIAP umgerüstet wurden. Einige dieser Projekte haben aufgrund ihrer Komplexität und der umfangreichen Umrüstungen mehrere Tage intensiver Arbeit in Anspruch genommen.
Für weitergehende Informationen und detaillierte Auskünfte zu den einzelnen Projekten stehen wir gerne zur Verfügung. Wir freuen uns darauf, Ihnen tiefere Einblicke in die spezifischen Herausforderungen und Lösungen zu geben, die wir bei der Umsetzung dieser Projekte erarbeitet haben.
3. Projekt Kurzbeschreibung
Weltweit Maschinen umzubauen, ist eine sehr interessante Aufgabe.
Nachfolgend sind einige unterschiedliche Projekte aufgelistet, und zwar von Maschinen wie Wasserstahlmaschinen bis hin zu Brennschneidmaschinen , aber vor allem viele CNC Drehmaschinen, die zuvor noch keine CNC-Steuerung hatten. Alle Maschinen waren eine schöne Herausforderung.
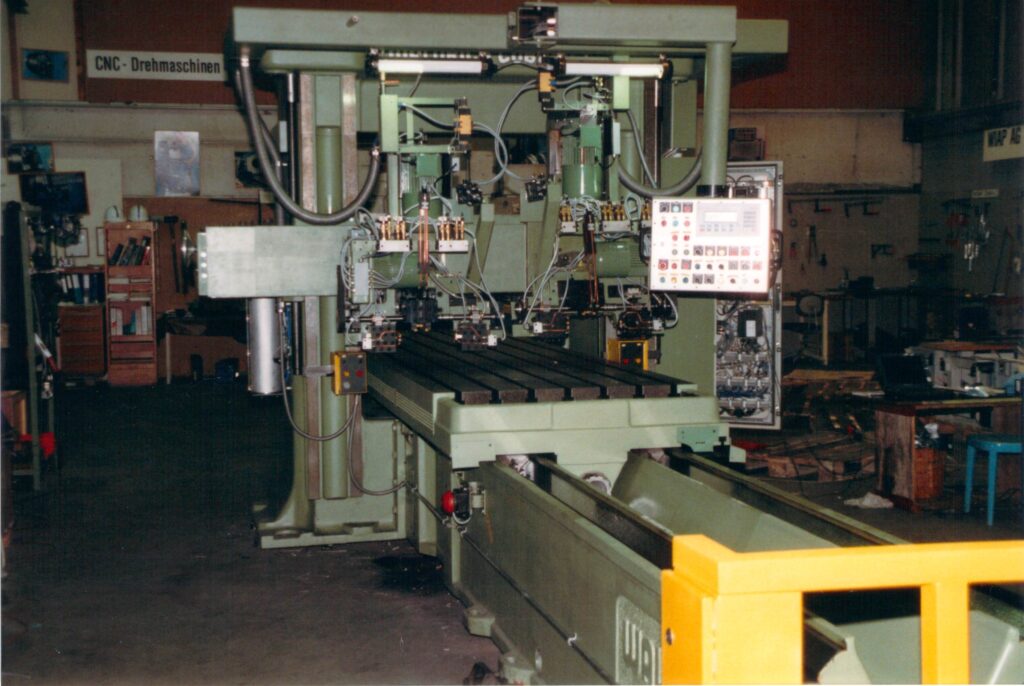
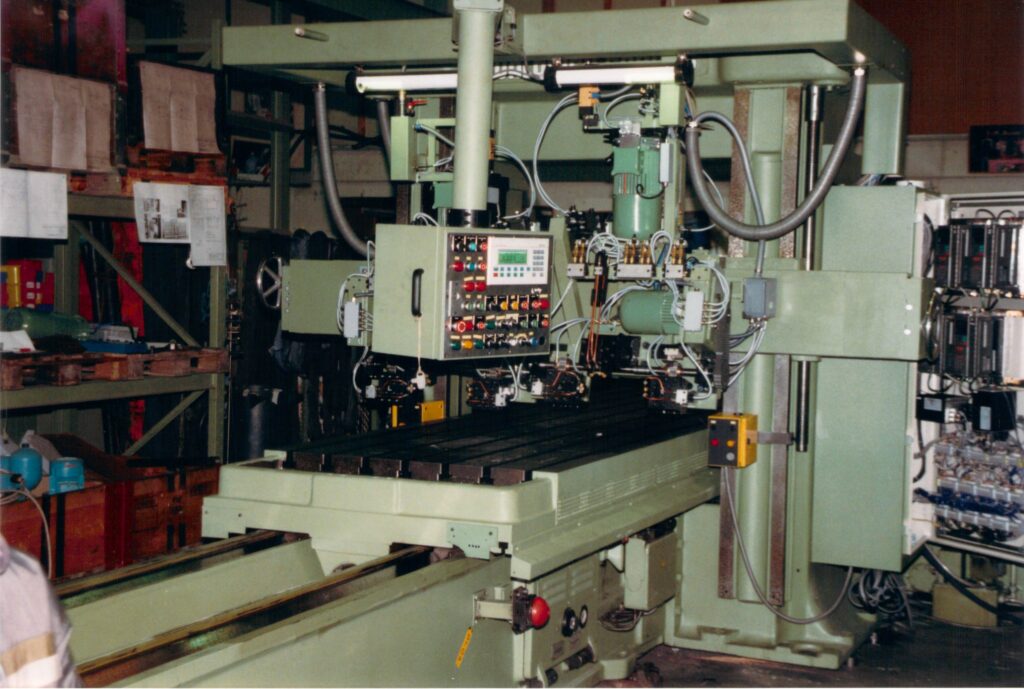
4. Grosshobel- und Fräsmaschine Waldrich
Umbau, Retrofit Projekt Bericht WU153
Projektbeschreibung
Grosshobel – Fräsmaschine Führungsbelag Umbau. Luftabhebung einbauen gegen Stick Slip Effekt = Haftgleiteffekt. Die (selbsterregte) Reibschwingung oder auch der Stick-Slip Effekt, bezeichnet das Ruckgleiten von gegeneinander bewegten Festkörpern.
Mit der Luftabhebung wird der Effekt verbessert. Dazu mussten Taschen in die Gleitbeläge gemacht werden und ein Überdrucksystem.
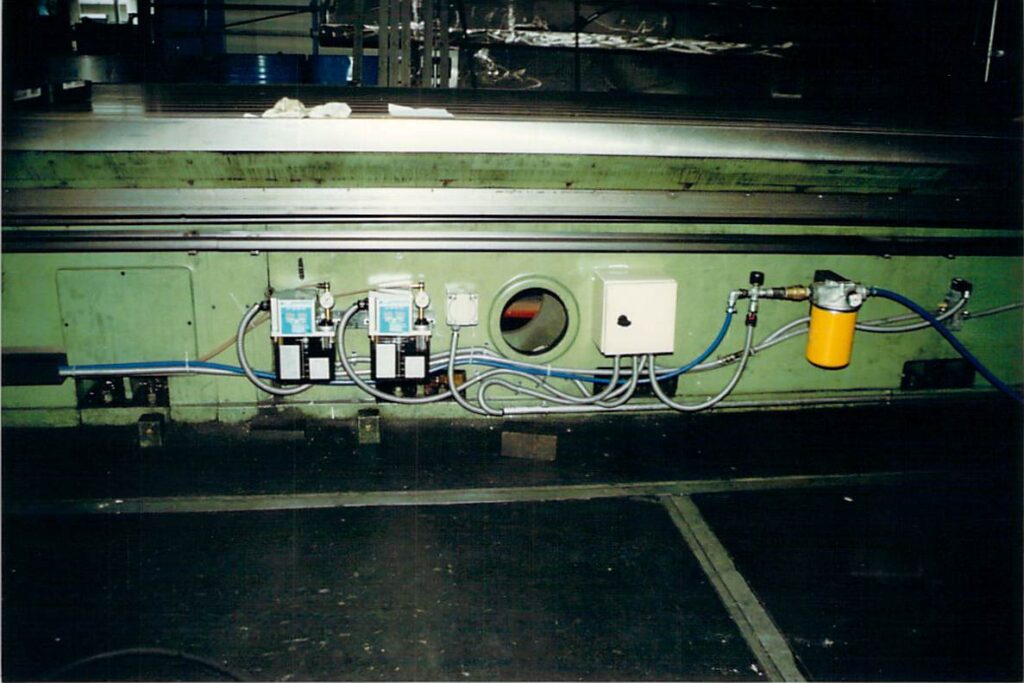
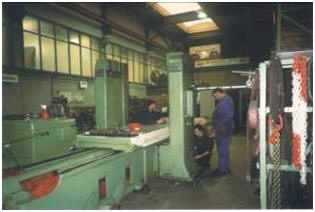
Bild 4 A: Schmierung an der Waldrich Hobelmaschine mit Luftunterstützung. Maschine machte Ruckbewegungen beim Fräsen und der sogenannte Stick-Slip Effekt musste beseitigt werden. Der Umbau dauerte 8 Arbeitstage.
Bild 4 B: Der SKC Belag wird neu ausgegossen. Der WIAP Lehrling Burim beim Reinigen der Klebe- Ausgiessarbeit.
Bild 4 C: So eine grosse Maschine braucht viel Kraft. Am Abend weiss jeder, was gearbeitet wurde.
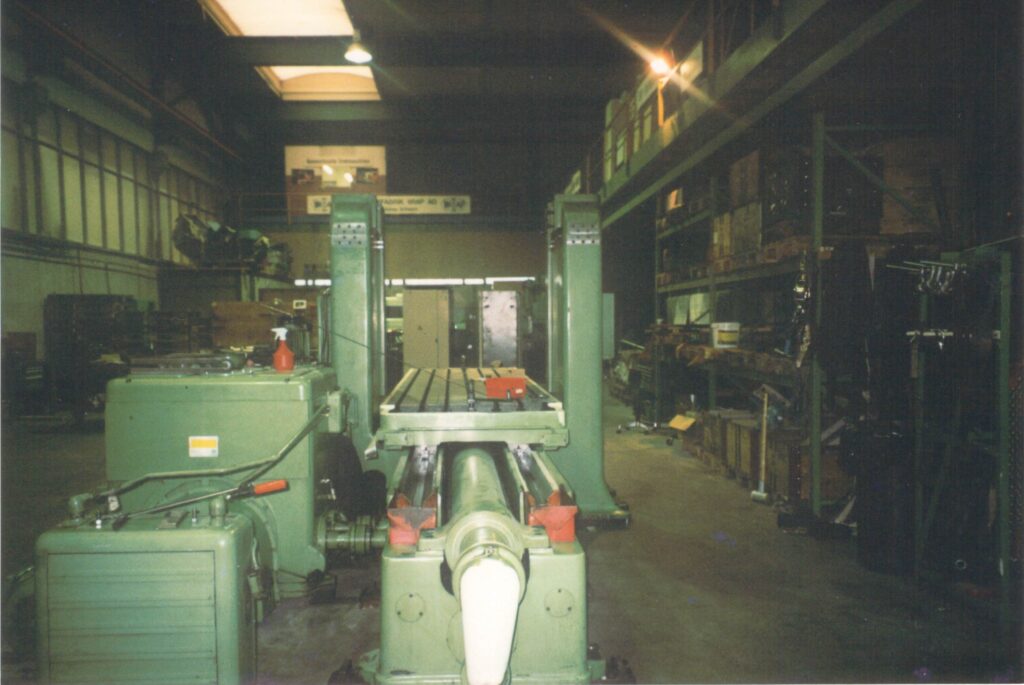
Bild 4 D: Der grosse Portaldurchgang der Waldrich Maschine
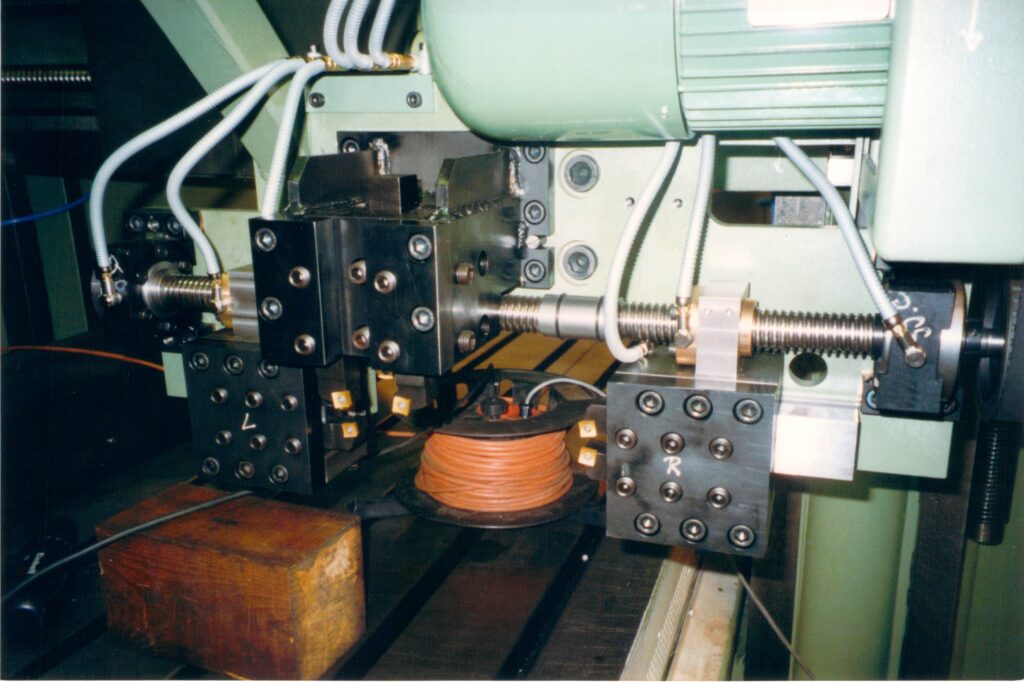
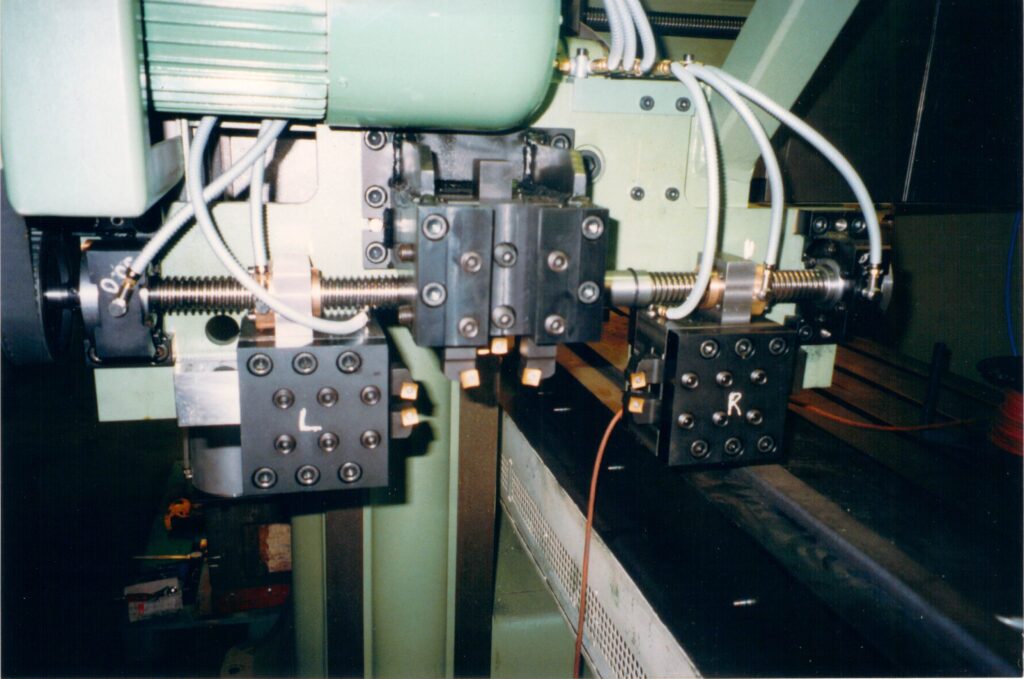
Bild 4 E: Stirnseitig vom 2-teiligen Schlitten wurde die Verteilzentrale der Luftabhebung montiert.
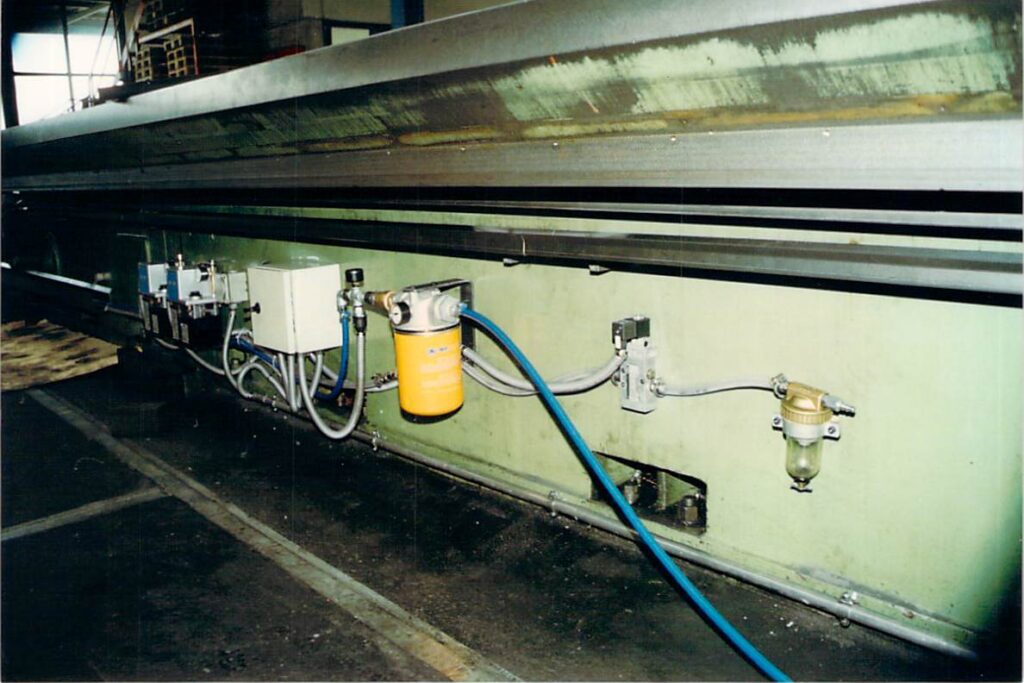
Bild 4 F: Die Einspeisung mit einer Filtrierung und der Steuerkasten.
Bild 4 G: Zur Luftabhebung auch eine zusätzliche Schmierung, damit genügend Öl an den diversen Lufteintritten, gelangt.
Bild 4 H: Eine grosse Maschine, mit einer klug ausgedachten Führungslösung. Beim Hobeln stört der Stick-Slip-Effekt nicht. Doch beim Fräsen mit einem langsamen Vorschub, ist es störend.
5. Oerlikon KC4
Umbau, Retrofit Fotobericht WU_165
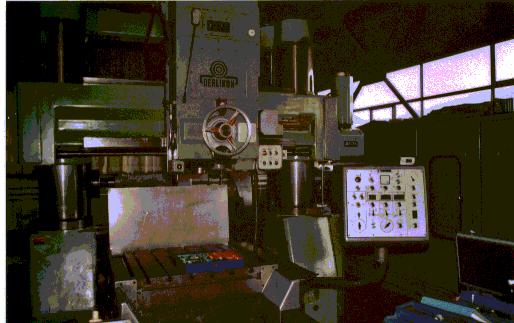
Projektbeschreibung Auftragsumfang: Demontage des Zentralantriebes und Einzelachsen- Antrieb. Rundtisch auch CNC gesteuert. Anbau von Kugelrollspindeln in der X,Y und Z Achse. Neue, einzelne Vorschubachsmotoren. Konstruktion und Herstellung inkl. Montage durch die WIAP AG. Alter Elektroschrank entfernen. Alle Kabel entfernen. Anbau eines neuen Elektroschrankes. Neue Masstäbe einbauen. TTK Spindelmotor entfernen; neuer Motor anbauen. Alle defekten Teile reparieren und ersetzen. Anbau neuer CNC Steuerung. Schulung und Inbetriebnahme. An dieser Maschine war keine Garantieleistung erforderlich. Konstruktion und Herstellung inkl. Montage von WIAP AG.
Bild 5 A: Maschine vor dem Umbau
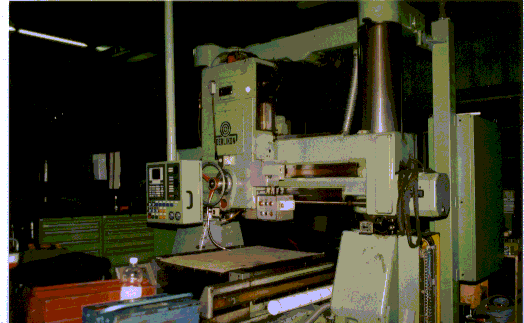
Bild 5 B: Maschine nach dem Umbau mit der neuen Sinumerik CNC Steuerung
Bild 5 C: Der neue Elektroschrank seitlich fest angebaut an der Maschine, sehr einfach für den Transport ohne Demontage möglich. Der alte grosse Elektroschrank, seitlich an der Maschine angeordnet, wurde entsorgt.
6. Starrag
Umbau, Retrofit Projekt Bericht WU_169 Erstellt hpw 00505
Projektbeschreibung Aufgabe: Die WIAP hat 3 Starrag CNC Fräsmaschine Maschinen umgebaut. Eine beim Hersteller selber. Die Zweite und Dritte in einem Rüstungsbetrieb. Es wurde gewünscht, die alte CNC zu entfernen und eine neue anzubauen. Dank der vielen Projekten der Wiap AG, war auch das eine interessante Aufgabe.
Bild 6 A: Neue CNC Steuerung an einer Starrag Fräsmaschine. Gut bedienbar für den Operateur.
Bild 6 B: Gutes Bedienfeld
Bild 6 C: Der Kunde hatte diese CNC Art gewählt, um auch mit einer älteren, noch guten Maschine, weiterhin modern produzieren zu können.
Bild 6 D: Diese CNC Steuerung wurde beim Maschinenhersteller angebaut, weil sie selber mit der CNC Art nicht so vertraut waren, resp. zuviel Arbeit hatten und keine Kapazität frei für so ein Projekt. Darum durfte das die Wiap AG realisieren.
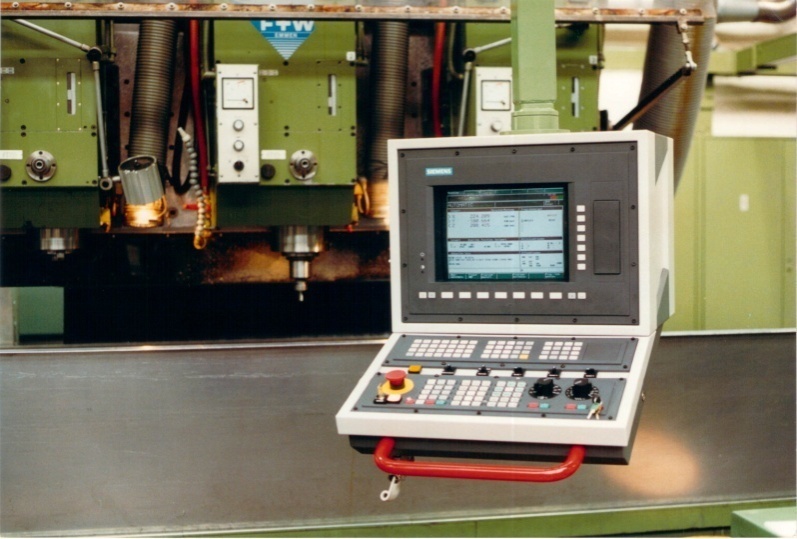
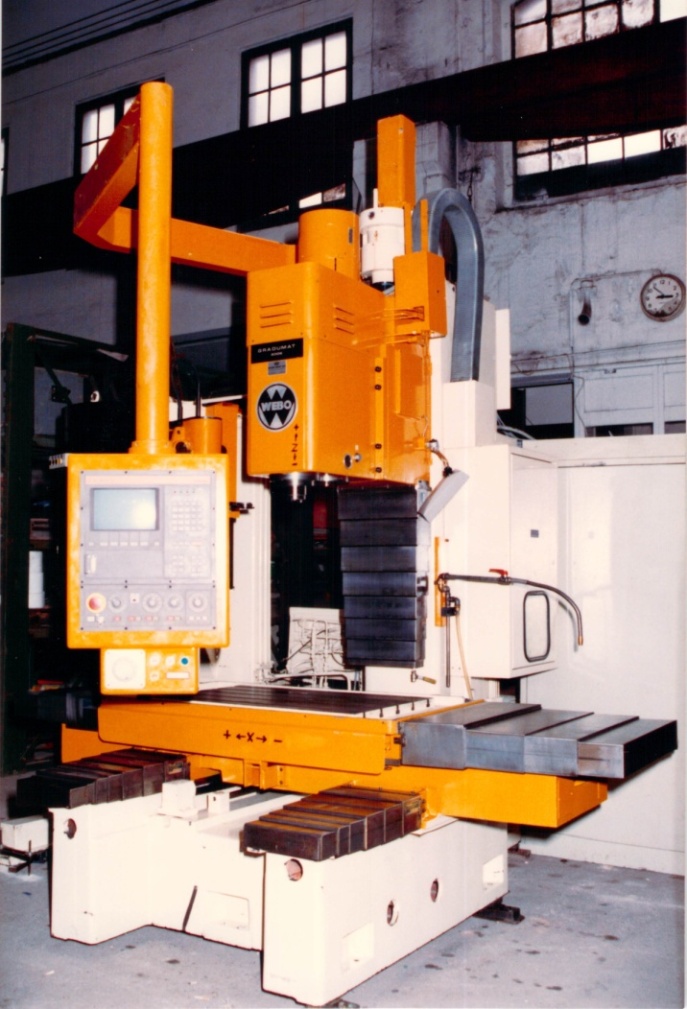
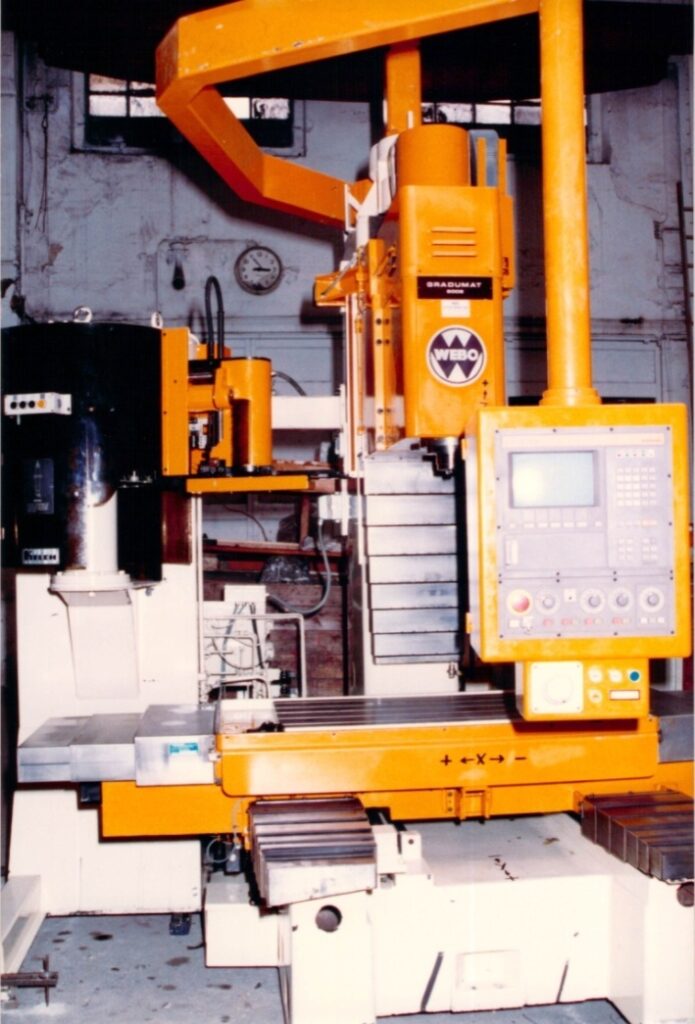
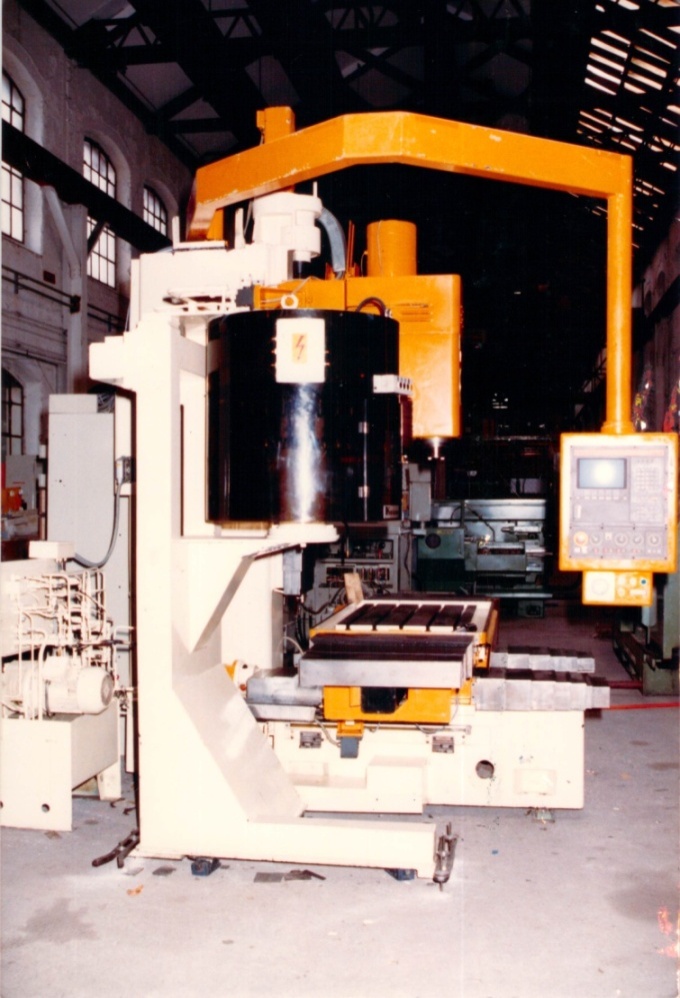
7. WEBCO
Umbau, Retrofit Projekt Bericht WU_167
Auftragsumfang: Maschine reinigen. Neue CNC Steuerung anbauen. Inbetriebnahme, Testlauf und Kundenschulung
Bild 7 A: Vertikal Bearbeitungszentrum mit Werkzeugwechsler Umbau auf neue CNC durch die Wiap AG
Bild 7 B: Robustes, gut gebautes CNC Bearbeitungs Zentrum, wo sich eine Nachrüstung auch noch lohnt.
Bild 7 C: Das Bedienpanel von oben gut zum Bearbeitungsplatz zu drehbar.
8. Brennscheidmaschine
Umbau, Reftrofit Projekt Bericht WU_210
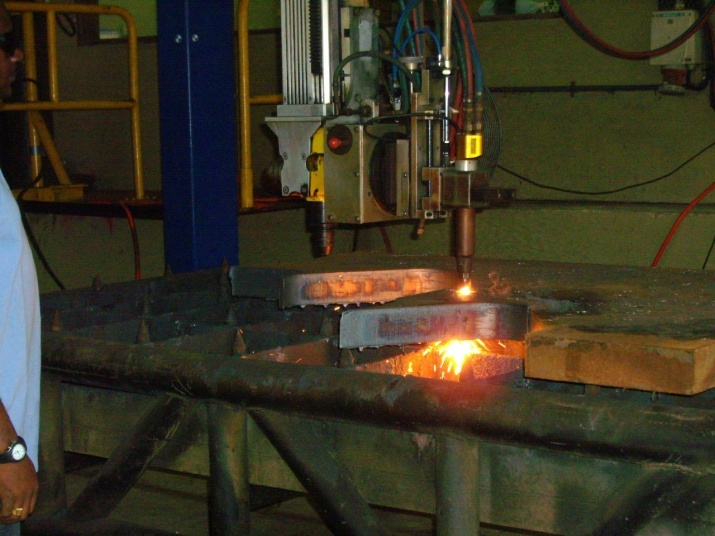
Die Maschine ist ausgelegt für eine Werkstück Grösse von 3000 x 4000 mm. Für Stahlplatten bis 200 mm Dicke, oder ähnliches. Das Flächenportal wurde bei einem Schweizer Grossunternehmen durch die WIAP AG gekauft und umgebaut. Die erste Steuerung war eine Sinumerik 810M. Die neue Steuerung ist eine Sinumerik 802 DSL.
Die Brennschneidanlage Wiap FPL Maschine wurde 1993 gebaut, hergestellt aus einem Flächenportal der Firma WMW, das bei Sulzer gekauft wurde. Di Maschine wurde erneut umgebaut auf eine neue CNC Steuerung Sinumerik 802 von Caroline und H.P. Widmer in Angola. 7 Maschinen, alles dieselben CNC Steuerungen, das ist ideale für den Unterhalt.
Bild 8 A: Bis 200 mm dicke Platten können mit der Anlage geschnitten werden.
Bild 8 B: H. P. Widmer schult in Angola die Operateure an der neuen CNC Steuerung.
Bild 8 C: Caroline Widmer hatte die Projekt leitung für den ganzen Umbau von der Sinumerik 810 T auf die Sinumerik 802.
Bild 8 D: Hier wird die alte CNC gegen die neue ersetzt. Für die alte CNC gab es die Ersatzteil – Gewährleistung nicht mehr.
Bild 8 E: Das Panel wird am selben Ort befestigt, wo die alte, schon 20 Jahre CNC Steuerung, war.
Bild 8 F: 3000 x 4000 und 2000 mm Hub / Senk / Bewegung. Hier kann gemacht werden,was gemacht werden muss. Die Brenn Schneid Maschine hat fast keine Grenzen.
Bild 8 G: Die Operateure sind sehr klug. Vor Ort auf Handskizzen, machen sie die Vorbereitung, dann wird programmiert.
Bild 8 H: Caroline Widmer steht jeden Morgen um 05.00 auf. 06.00h Arbeitsstart. 20:00h Nachtessen. Also lange Arbeitstage.
Bild 8 I: Top Operateure. Nach Handskizzen haben sie in 15 Minuten ein Teil abgeliefert.
Bild 8 J: Dank den vielen Zyklen konnte vieles sehr einfach ausgeführt werden.
Bild 8 K: Operateur Melo beobachtet den Schneidprozess. Früher war ein Vorbohren nötig, doch ein Sonderzyklus hat das Einstechen ohne Vorbohren, ermöglicht.
Bild 8 L: Wieder H.P. Widmer ein paar Jahre älter, wie die Maschinen. Die alten Sinumerik sind am Ende. Die Steuerungen werden vom Schwefel der Luft, sowie der hohen Luftfeuchtigkeit verfressen, welche oft bis 110% ist. Aber die Mechanik macht noch mit!
Bild 8 M: Hier wird ein Schnitt durch eine über 100 mm dicke Stahlplatte vorbereitet.
Bild 8 N: Jetzt macht die Maschine alles automatisch. Die Programmierung für das Vorheizen und mit den diversen Ventilen war schon noch ein paar Stunden Arbeit, denn der ganze Vorgang braucht ein wenig Erfahrung.
Bild 8 O: Da die Maschinen 24 Stunden/Tag/7 Tage Woche laufen, braucht es viele Operateure.
Bild 8 P: Operateure beim Diskutieren. Lieferung der Maschine aus der Schweiz
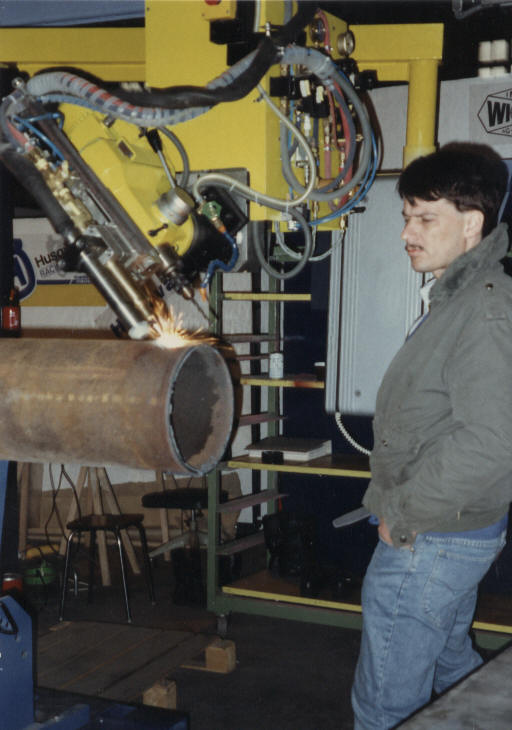
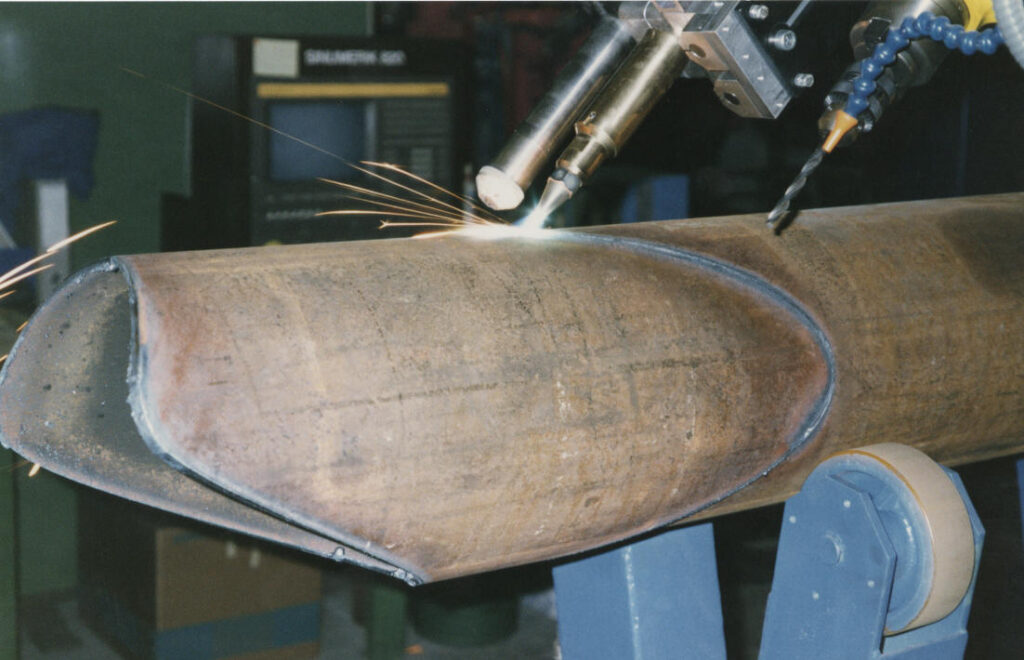
Bild 8 Q: Die Maschine wurde zum Sättel Brennschneiden hergerichtet.
Bild 8 R: Der Schneidkopf kann sich in allen Richtungen drehen.
Bild 8 S: Plasma oder Autogen, beides war integriert.
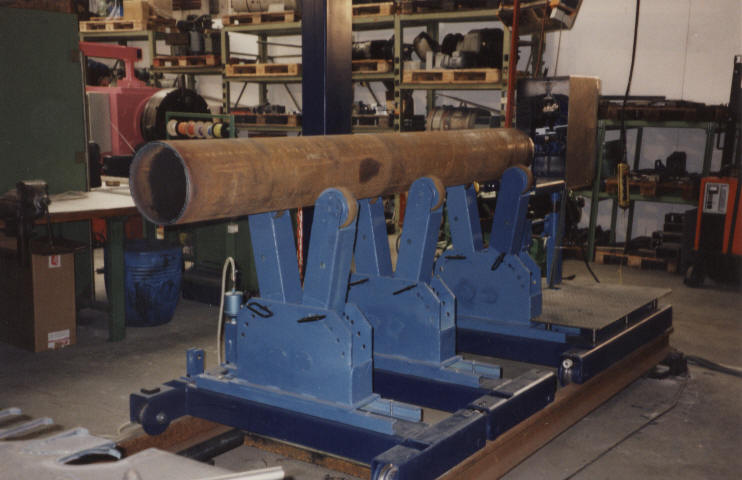
Bild 8 T: Hier die Rohrauflage. Es war geplant, bis 12 Meter Rohre mit der Anlage Sättel zu schneiden.
9. Wasserstrahl Schneidmaschine
Umbau, Reftrofit Projekt Bericht WU_200
Projektbeschreibung Umbau Wasserstrahlmaschine mit CNC Steuerung von WIAP Die Maschine ist für Werkstück Grösse 3000 x 4000 mm Alu, rostfrei und ähnliches, ausgelegt. Das Flächenportal wurde bei einem Schweizer Grossunternehmen durch die WIAP AG gekauft und umgebaut als Als Wasserstrahlmaschine. Die erste Steuerung war eine Sinumerik 810M. Die neue Steuerung ist eine Sinumerik 802 DSL. Da die Sinumerik 810 direkt am Meer im Einsatz war, wurde sie sehr anfällig. Siemens gab die Ersatzteil- Gewährleistung nicht mehr für diese alte CNC Steuerung. Darum wurde diese ersetzt.
Bild 9 B: Die CNC Sinumerik 802. Ausgelegt mit Schutzlevels für diverse Leute, dass ua. nicht der Lehrling gleich mit den Achsen fahren kann. Oder, dass der Operateur programmieren kann. Die Maschine hat 7 Schutzstufen.
Bild 9 C: Der Operateur, der als Erster lernte, mit der neuen CNC zu arbeiten. Stolz, wie er ist. Er kann es auch sein. In wenige Minuten macht er ein Flansch, wenn er ein Skizze hat.
Bild 9 D:
Die Maschine in der Produktion. Im 0,1 mm Bereich schneidet sie Rostfrei, Alu, Stahl usw. Wichtig, es es müssen alle 6 Monate die Führungen oben gereinigt werden, damit nicht der Sand vom Abrassiv schneiden Ruckbewegungen verursacht.
Bild 9 E: Hier der Arbeitsplatz der Wasserstrahl maschine. Es können Platten 3 x 4 Meter bearbeitet werden. Vor allem braucht es diese Maschine für das rostfreie Material, weil man das mit der Brennschneid Anlage (Qxy Cut) nicht kann.
Bild 9 F:
Arbeitsplatz. Diese Maschine ermöglicht eine sehr flexible Fertigung des Unternehmens
10. Waldrich Hobelmaschine
Projekt Bericht WU_155
Projektbeschreibung Aufgabe: Kunde suchte auf dem Europa Markt einen Hersteller für Hobelmaschinen, welche seine Bauteile mit keinem Verzug hobelt. Da kaltgezogenes Material bearbeitet wird, waren alle Fräsversuche misslungen. Der Verzug war im mm Bereich, obwohl einige Frässpezialisten es beweisen wollten, dass es geht. Es ging nicht. Nur hobeln geht, wenn der kaltgezogene Stahl gleichzeitig an allen 4 Seiten gleichmässig, aufgeteilt, abgetragen wird. So gab es gar keinen Verzug. Die WIAP AG erstellte das Konzept, suchte eine vorhandene Hobelmaschine für den Kunden und diese wurde dann als CNC Maschine gebaut. Da die Halle des Kunden nur 3,4 Meter hoch war und die Hobelmaschine 4 Meter hatte, musste auch noch eine Absenkung gemacht werden. Dazu haben wir beide Seitensäulen um 450 mm verkürzt. Umbau CNC Waldrich – Retrofit Umbau Auftrag, Wiap Maschinen Verkleinerung in der Höhe
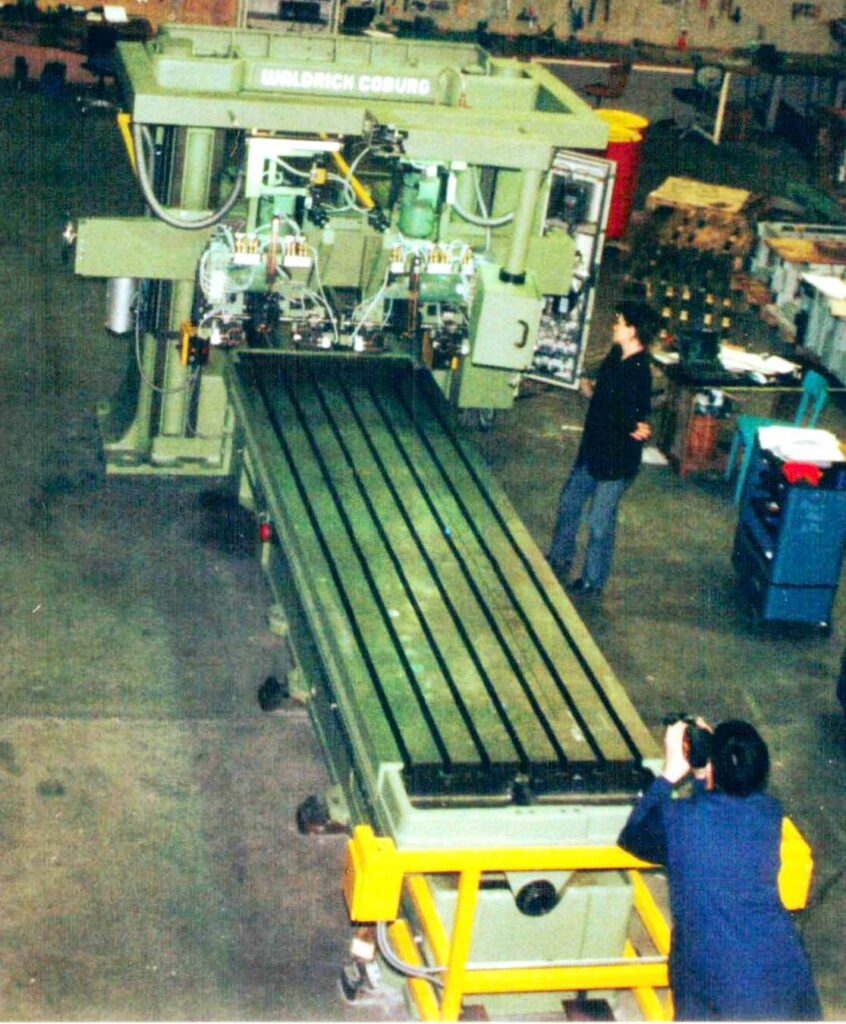
Bild 10 A:
Die Hobelmaschine mit den verkürzten Seitensäulen. Zuerst haben wir 4 40 H7 Stiftlöcher auf einem Bohrwerk in 0.01 mm Genauigkeit bohren lassen.
Bild 10 B: Dann auf einer grossen Lasersäge in der Mitte der Stiftlöcher durchtrennen lassen. Dann konnten die Stifte nur eingelegt und die Seitensäulen mit Seitenplatten befestigt werden.
Umbau CNC Waldrich Montage der Maschine
Bild 10 C: Diese schwere, robuste Maschine wurde schon nur durch den Transport komplett zerlegt und wieder neu aufgebaut.
Bild 10 D: Das seitliche Zulaufen wurde mit Schutzzonen für den Operateur, mit einer sogenannten Hornzone und einer Stoppzone abgesichert.
Bild 10 E: Beste Qualität der Waldrich Maschine mit CNC Erweiterungen durch die WIAP AG.
Bild 10 F: Als CNC Steuerung wurde eine von einem Deutschen Hersteller gewählt. Es wurden 3 Modi gewählt. Handbetrieb, Halbautomat und CNC Betrieb.
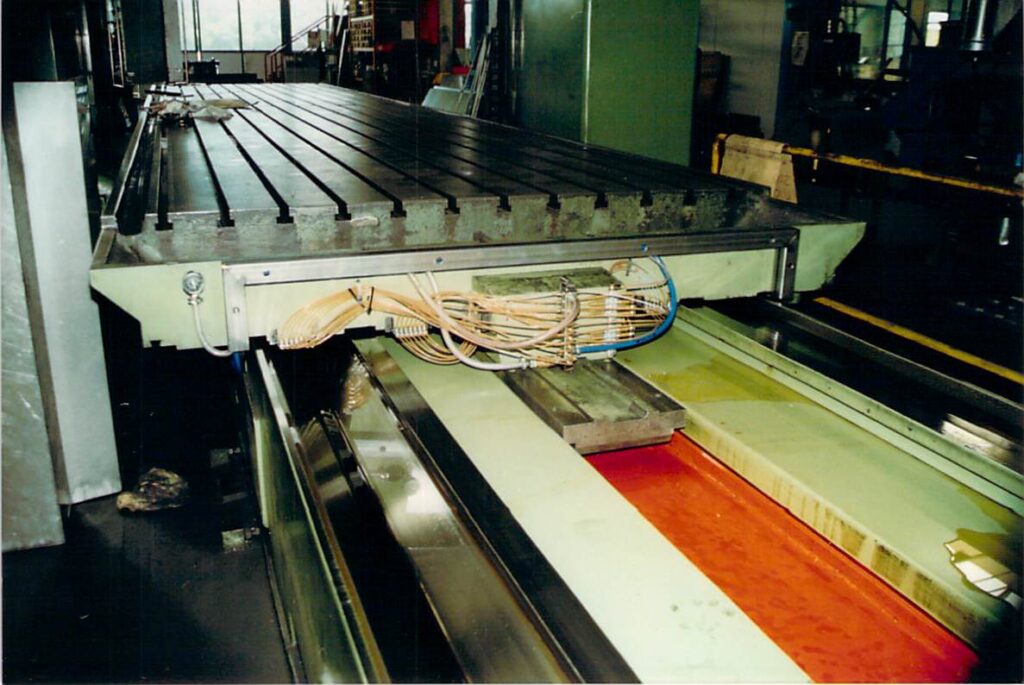
Bild 10 G: Der Tischantrieb läuft mit einem Hydraulik antrieb, welcher bis 70 Meter in der Minute schnell sein kann. Da war es etwas ölig.
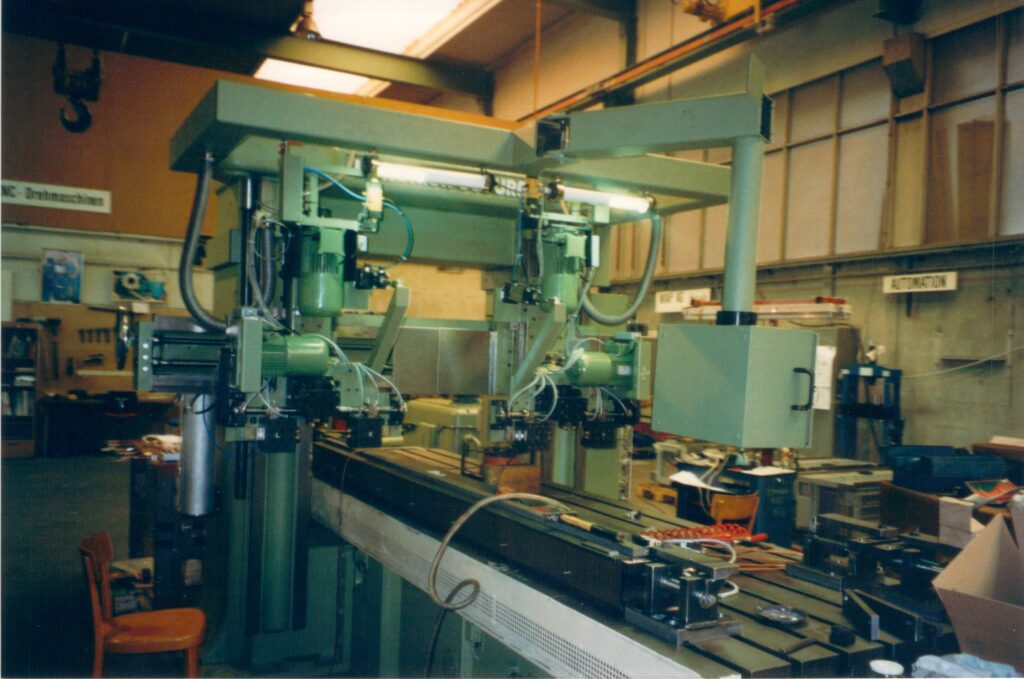
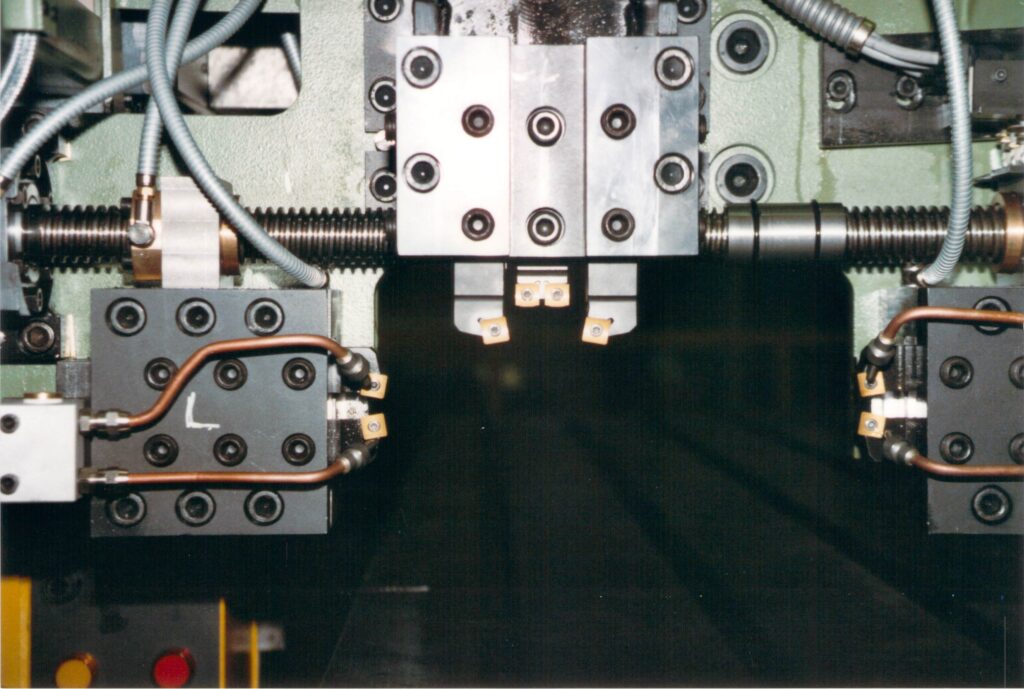
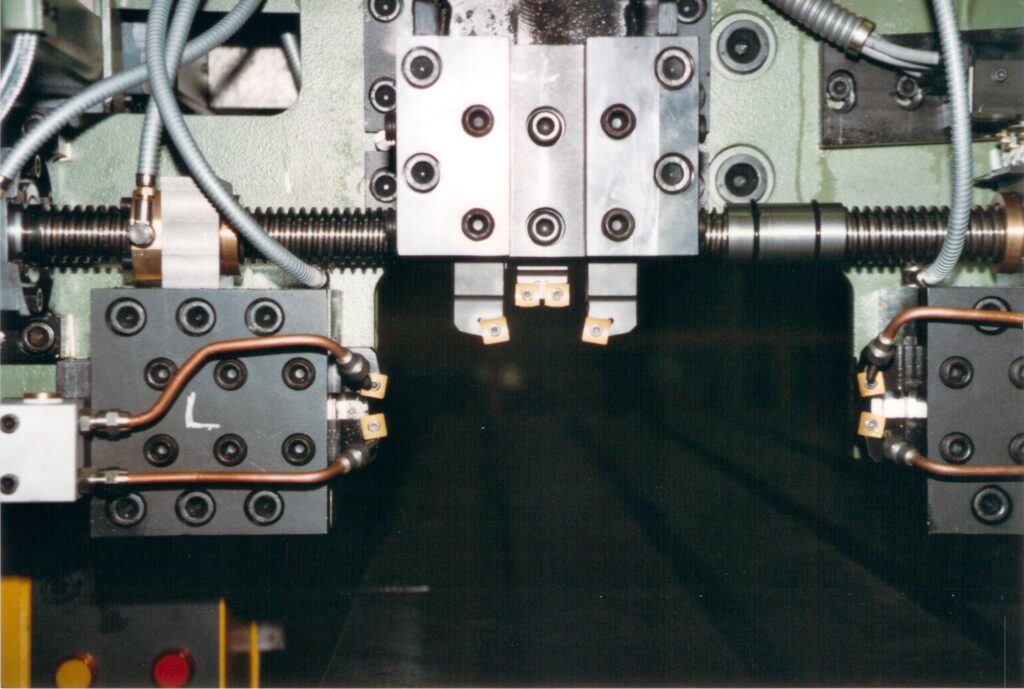
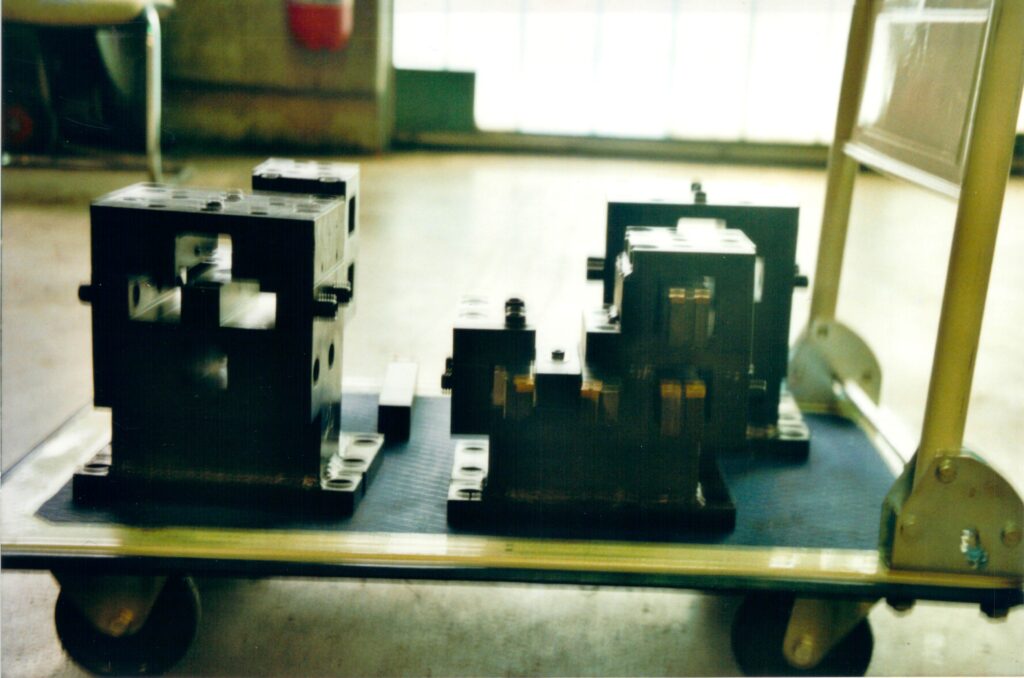
Wiap Schlittensytem. Die Maschine hatte nur 2 Schlitten mit Schwenkstählen
Bild 10 H: Dieses neue Schlittensystem wurde von der WIAP AG so konstruiert, dass gleichzeitig mehrere Stähle im Eingriff sein können.
Bild 10 I: Senkrecht auf 2 Schlitten 3 Stähle, siehe Stahlhalter in der Mitte.
Bild 10 J: Seitlich links und rechts sind je 2 Stähle, oben und unten. Die beiden seitlichen Schlitten laufen mit einer links / rechts Spindel. So, dass sie immer zur Mitte laufen und nur ein Vorschubmotor diese 4 Stähle bewegen muss.
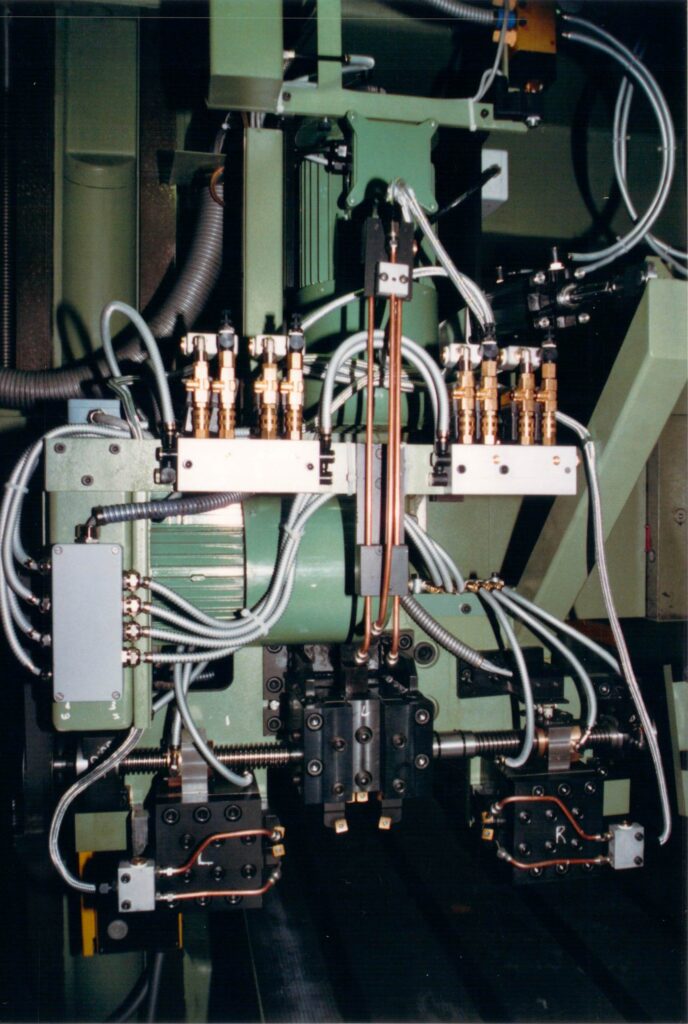
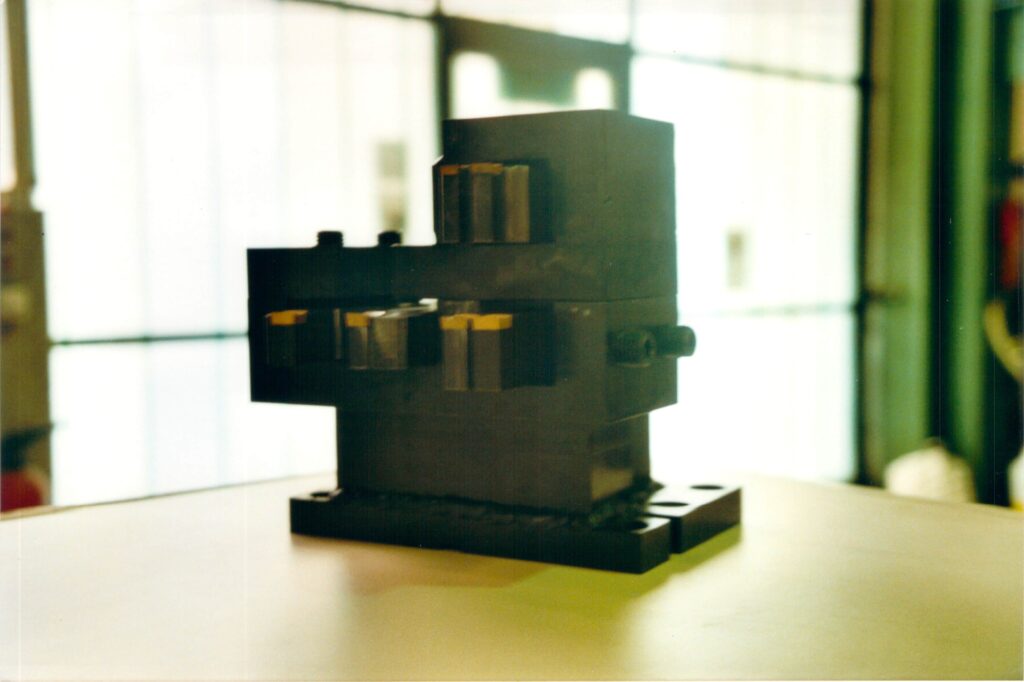
Bild 10 K: Der ganze Aufbau auf einem schweren Schwenkschlitten. Linke Seite und rechte Seite.
Bild 10 L: Alles wurde kompakt angebaut. Und auch gegen die, bei einer Hobelmaschine aufkommenden, Fliesspäne geschützt.
Bild 10 M: Das Schmiersystem wurde mit einer Minimalmengen Schmierung gelöst. Es wurden 4 Ventile dazu benötigt. Einmal waagrecht linker Schlitten, einmal senkrecht linker Schlitten; dann dasselbe beim rechten Schlitten.
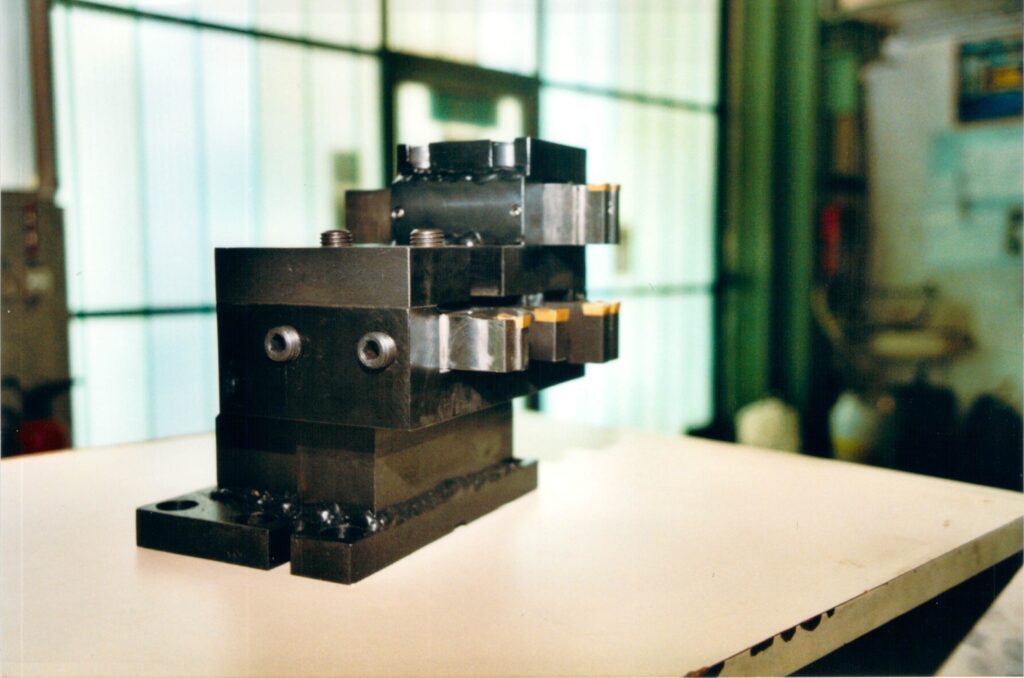
Bild 10 N: Die ganzen Stahlhalter wurden so schwer konzipiert, dass sie nicht in eine Eigenschwingung bei der Spanabnahme kommen konnten. Mit Eigenschwingungen hat ja die WIAP AG einige Erfahrungen durch das Metall entspannen mit Vibration, neu MEMV genannt.
Umbau CNC Waldrich – Sonderkonstruktion
Bild 10 O: Die gesamte Konstruktion der Schlitten, Stahlhalter, sowie die Werkzeugauswahl wurden durch die WIAP AG festgelegt. Es war im Lieferumfang der WIAP AG.
Bild 10 P: Die Maschine benötigte 2 Mitten Senkrecht Halter und 4 Aussen Halter / 2 x linke und 2 x rechte Ausführung.
Bild 10 Q: Dieser junge Mann, der bei der WIAP AG die Lehre absolvierte, konnte einiges lernen, was die Zerspanung angeht, nebst Montage der Technik.
Bild 10 R: Robustes WIAP Stahlhalter Konzept für das Hobeln mit einer Waldrich Hobelmaschine.
Bild 10 S: Die Werkzeugvoreinstellung und Kontrolle, ob die Herstellung gemäss der Zeichnung ok ist.
Bild 10 T: Die Auflage der Stahlhalter wurde noch eingeschabt, damit kein Luftspalt, die mit Vibrationen der Werkzeuge, die Zerspanung beeinträchtigen konnte.
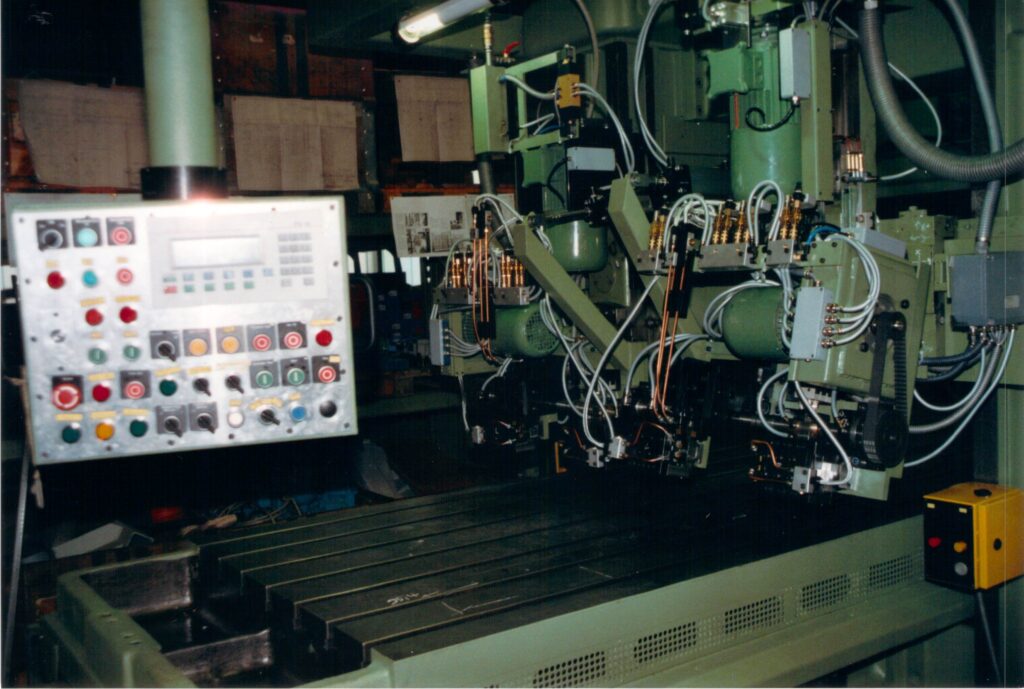
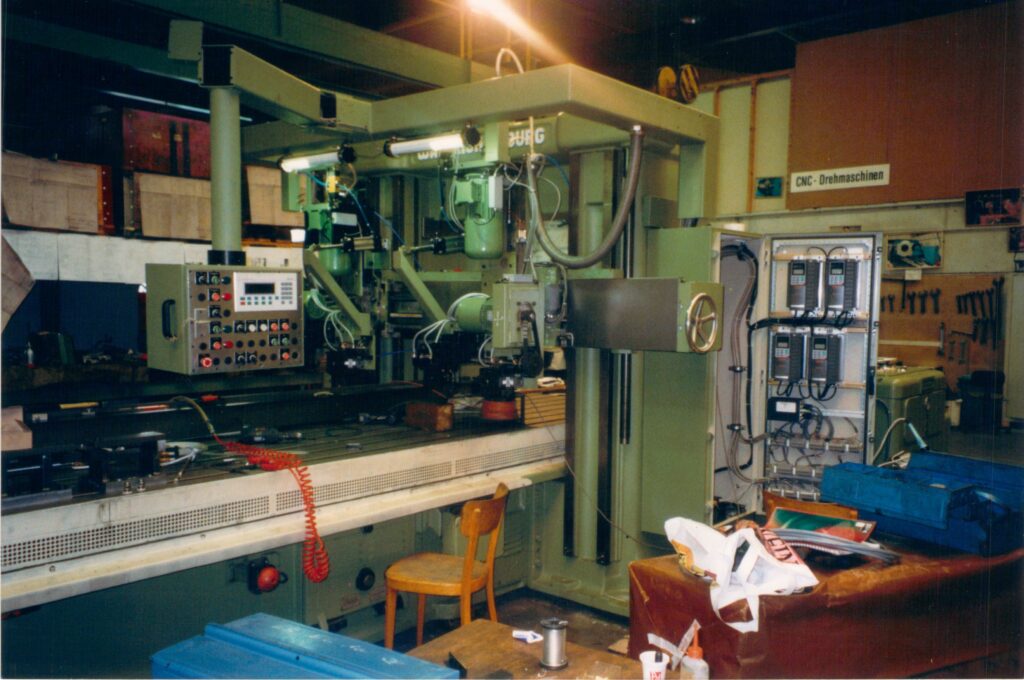
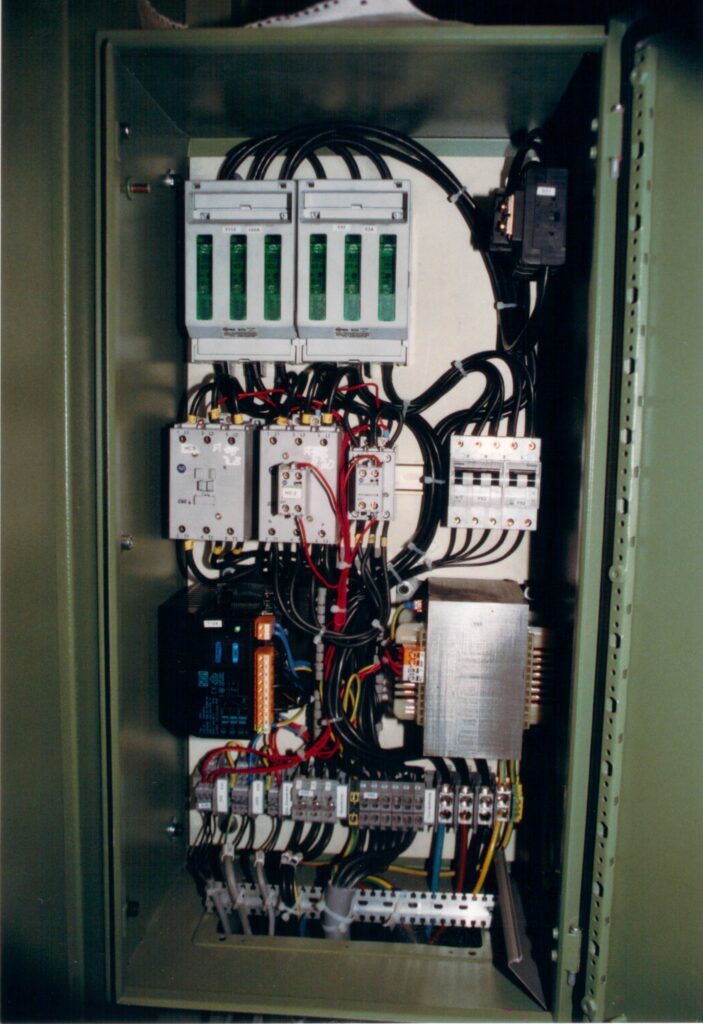
Umbau CNC Waldrich – auch die Elektrik von WIAP AG
Bild 10 U: Im ganzen Projekt war der elektrische Teil von Beginn an integriert.
Bild 10 V: 4 CNC Achsen, wovon 2 Achsen eine Links / Rechts – Lauflösung eine Doppelfunktion ausführt, d.h. 4 Werkzeuge gleichzeitig pro Schlitten und es sind 2 Schlitten, d.h. 8 Werkzeuge spanen gleichzeitig ab.
Bild 10 W: Bei der Lösung wurden normale Motoren, die lieferbar waren, als geregelte Vorschubmotoren mit einem geregelten System eingesetzt. Sie taten doch fast 20 Jahre ihre Dienste. Also ok.
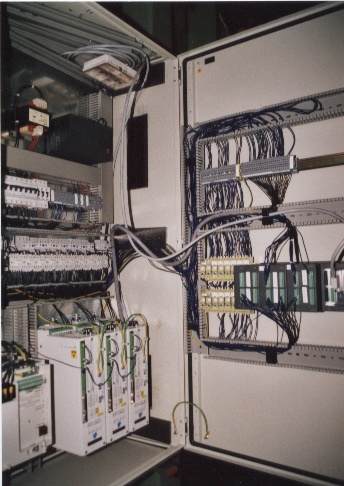
Bild 10 X: Der Starkstromteil wurde in einem kleinen Nebenschrank untergebracht und kompakt an der neu aufgebauten Maschine angebaut. Nicht, wie herkömmlich, extern von der Maschine. Somit konnte alles ohne Demontage transportiert werden. WU4018
Bild 10 Y: Die CNC Steuerung mit der Bedienung war fast 20 Jahre in Betrieb.
Bild 13 Z: Elektroschrank Montage der Waldrich Hobelmaschine. Schrank direkt an der Maschine angebaut.
Umbau CNC Waldrich – Transport
Bild 10 Z1: Diese schwere Wiap Waldrich Hobelmaschine wurde von der WIAP AG so konzipiert, dass sie als eine Transporteinheit geliefert werden konnte.
Bild 10 Z2: Der Verlad der Maschine konnte gut mit den 2 x 10 Tonnen Hallenkränen durchgeführt werden.
Bild 10 Z3: Die Löcher im Bett waren an der unteren Grenze für das Anheben der Maschine. Doch es musste gehen, weil der Ablad beim Kunden noch einiges komplizierter war.
Bild 10 Z4: So jetzt ist die Maschine bereit zum Anheben. In der Mitte Caroline Widmer, welche damals den gesamten elektrischen Teil plante und ausführte.
Bild 10 Z5: Einiges Öl unter der Maschine.
Bild 10 Z6: Die Maschine wird auf ein Tiefgänger Anhänger verladen.
Bild 10 Z7: Fertige Maschine vor der Auslieferung. Iris Widmer und Jim Widmer
Bild 10 Z8: Anbau der Hornzone für diese Maschine. Es wird sofort gestoppt bei Gefahren Zonen Betretung.
Bild 10 Z9: Die restliche Ware, inkl. des grossen Hydraulikaggregats, wird auf den LKW geladen. Da waren auch einige Hundert Liter Öl mit dabei.
Bild 10 Z10: Endlich ist die Waldrich Hobelmaschine auf dem Anhänger.
Bild 10 Z11: Noch die letzten Kontrollen.
Bild 10 Z12: Jetzt musste die Maschine über Nacht warten, bis zum Abladen. Da es nicht klar war, Regen oder nicht, musste sie noch zugedeckt werden.
Bild 10 Z13: Diese schweren Planen mit dem Kran heben, ging einfacher als von Hand.
Bild 10 Z14:
So jetzt ist die Maschine bereit für die Fahrt zum Endkunden.
Bild 10 Z15: Beim Endkunden konnte die Maschine mit dem WIAP Transportjoch abgeladen werden.
Bild 10 Z16: Aufstellen Phase 2. WU_240_40
11. Waldrich Hobelmaschine 2
Projekt Bericht WU_157
Projektbeschreibung
Neue CNC Steuerung – Vorschub Antriebe werden erneuert –
Im Sommer hat der Kunde entschieden, nach knapp 20 Jahren Produktion, eine neue Steuerung an die Maschine anbauen zu lassen.
Bild 11 A: Der gesamte Umbau wurde mit einem Simulator im Hause WIAP AG gemacht, dass sich die Umbauzeit nur auf eine kurze Zeit beschränkt.
Bild 11 B: Die neue CNC Steuerung ist das Neuste vom Neuen. Der Kunde kann jetzt wieder davon ausgehen, 20 Jahre weiter arbeiten zu können
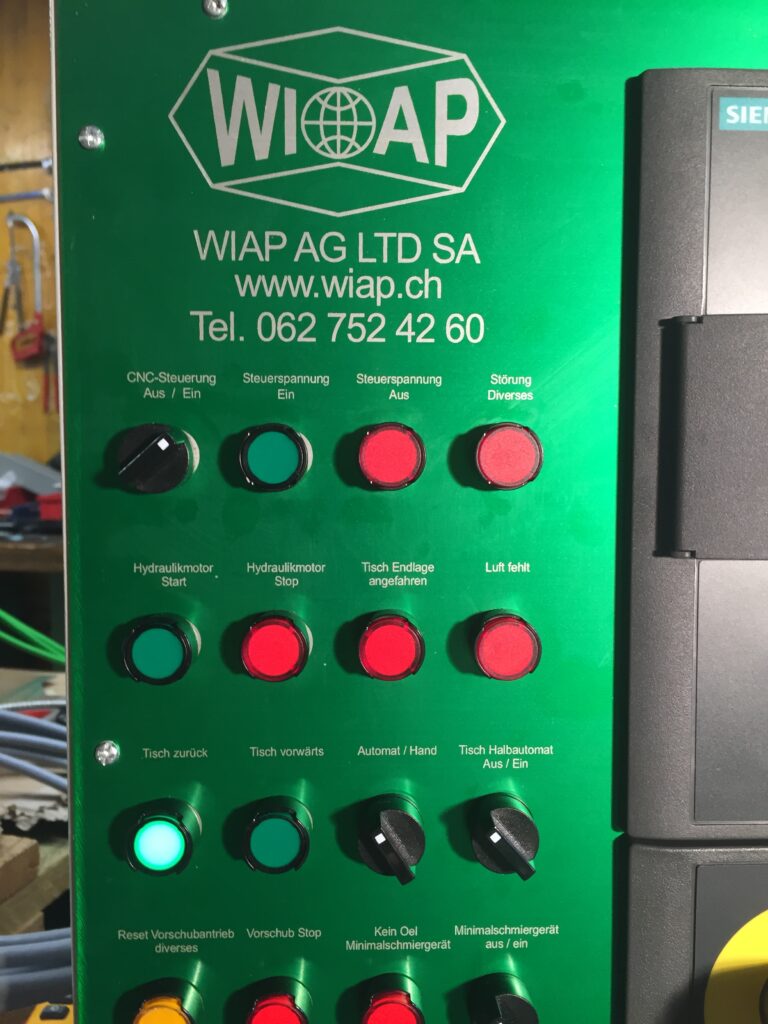
Bild 11 C: Der Operateur war mit der Schalteranordnung der alten Lösung zufrieden und wollte keine Neuheiten. Darum haben wir viel der alten Knöpfe übernommen, obwohl es bei der neuen Steuerung viel über die CNC hätte gehen können. Doch im Hinblick der Hand-, Halbautomat und CNC Lösung haben wir es nach Operateurwunsch gewählt.
Bild 11 D: Sämtliche alte Ware wurde demontiert.
Bild 11 E: Alle Kabel und die alten Motoren ersetzt.
Bild 11 F: Der ganze Umbau dauerte 2 Wochen. Es wurden die Betriebsferien dazu gewählt. Jim Widmer und Sven Widmer sind die Spezialisten.
Bild 11 G: Ein paar Stunden gibt es schon Arbeit
12. Schlusswort
Die WIAP hat einige Maschinen umgebaut. Das hier aufgezeigte ist ein Teil der realisierten Projekte. Vielen Dank, dass Sie den Bericht angesehen haben.