WIAP WN 913 DM4C CNC
Drehmaschine Konstruktion und Montage, inkl. Elektrik, Elektronik und
CNC Technik, alles aus einer Hand von WIAP®, MEMV®
vibrationsentspannt
WIAP CNC-Drehmaschine DM4C – Robust, modular und durchdacht konstruiert
Die WIAP DM4C ist eine besonders robuste CNC-Drehmaschine für Schwerzerspanung. Sie verfügt über ein horizontales Maschinenbett, das nach dem bewährten Verfahren VDSF gefertigt wird.
Das Besondere: Alles aus einer Hand – ein Konzept, viele Maschinen.
Dank des modularen Aufbaus lässt sich die DM4C in verschiedenen Größen von 1 bis 6 fertigen.
Die Maschine benötigt kein spezielles Fundament, da das Maschinenbett bereits vibrationsgedämpft ausgelegt und äußerst stabil konstruiert ist. Die Führungen sind aufgeschraubt und somit bei Bedarf leicht demontier- oder austauschbar.
Ein integriertes Sperrluftsystem schützt die Schlittenführungen zuverlässig vor Verschmutzung – ideal für den industriellen Dauereinsatz.
3. Maschine vor der Auslieferung im
Lieferwerk
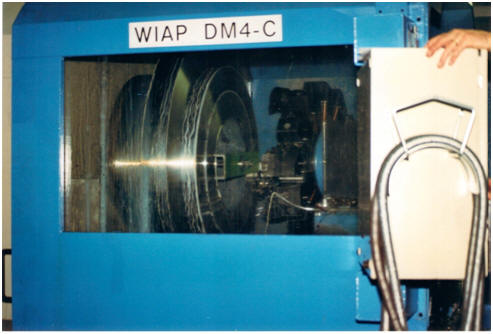
Bild 3.1: Drehversuch im Herstellerwerk Im Herstellerwerk werden grosse Zahnräder gedreht und vielfältig bearbeitet – unter anderem mit mehreren rückseitigen Ansenkungen. Die Maschine ist mit zwei Werkzeugrevolvern ausgestattet: einem 8 fach-Revolver sowie einem 4-fach Kopfrevolver.
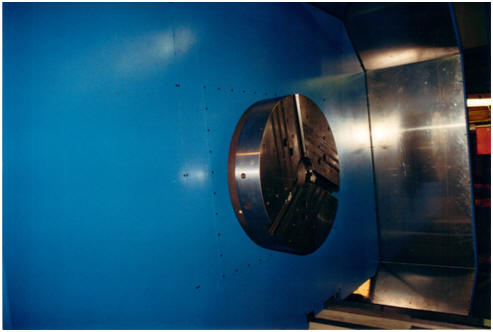
Bild 3.2: Harte Zerspanung mit der WIAP DM4C Die WIAP DM4C wird für die harte Zerspanung eingesetzt. Der vorne angeordnete Werkzeug-Scheibenrevolver ist mit einem angetriebenen Werkzeugsystem ausgestattet. Die Schutzscheibe besteht aus robustem Panzerglas und bietet dem Bediener zuverlässigen Schutz bei Plattenbrüchen oder anderen Gefahren.
Bild 3.3: Hinterer Kopfrevolver und 8-fach Revolver im Einsatz Links im Bild ist der hintere Kopfrevolver zu sehen, der auf einem eigenen Schlitten montiert ist. Er wird hauptsächlich für Bohrstangen oder besonders grosse Aussendrehstähle verwendet. Dank der unabhängigen Verfahrbarkeit beider Revolver können diese weit auseinander positioniert werden – so lassen sich auch lange Bohrstangen problemlos einsetzen, resp. auch drehen Vorne rechts befindet sich der 8-fach-Revolver, der bei Bedarf für bis zu acht angetriebene Werkzeuge ausgelegt ist. Dies ist möglich, da nur ein Teilkreis ausgewählt wurde.
4. Maschine beim Kunden in Produktion
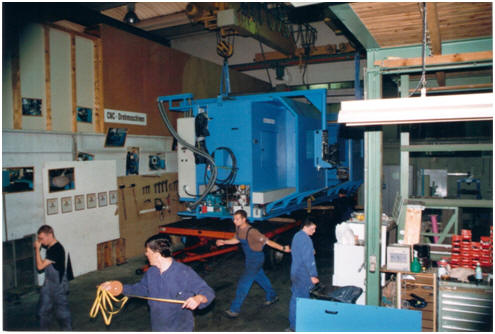
Bild 4.1: Maschinenanlieferung beim Kunden Kaum angekommen, wird die Maschine vom ersten Tag an produktiv eingesetzt mehrere Aufträge warten bereits auf die Bearbeitung. Ein erfahrener Operateur übernimmt den Betrieb und sorgt für einen reibungslosen Start.
Bild 4.2: Aufbau eines 800 mm Kraftspannfutters Auf der Maschine wird ein 800 mm grosses Kraftspannfutter montiert, das für zwei unterschiedliche Spanndrücke ausgelegt ist– in diesem Fall wurde ein Modell von SMW gewählt. Mit diesem Spannfutter lassen sich auch Werkstücke mit grösserem Durchmesser sicher und präzise drehen. Besonders praktisch: Die Backen sind leicht und schnell demontierbar.
Bild 4.3: Serienfertigung von Zahnrädern auf der WIAP DM4C Auf der WIAP DM4C werden hunderte solcher Zahnräder gefertigt – sie sind für einen Hersteller von Textilmaschinen bestimmt. Der Kunde investierte gezielt in diese Maschine, um die grossen Stückzahlen wirtschaftlich und zuverlässig produzieren zu können. Zum Zeitpunkt der Aufnahme ist die Maschine bereits seit einiger Zeit erfolgreich im Einsatz.
5. Herstellbeschreibung der Maschine
Bild 5.1: Maschinenbett der WIAP DM4C vor der Montage Das Maschinenbett der WIAP DM4C ist hier vor der Montage zu sehen. Es verfügt über vier Führungsauflagen: die beiden äusseren dienen dem Z-Schlitten, die beiden inneren dem Reitstock. Die Länge des Z-Schlittens wird bei uns in der Regel im Verhältnis 1:1 bis 1:1,25 zur Breite gewählt, um optimale Stabilität zu gewährleisten. Auch die Auflage des Spindelkastens erfolgt auf den Führungsflächen, was eine präzise und störkonturfreie Bearbeitung des Maschinenbetts ermöglicht. Die Breite des Betts beträgt an den äusseren Führungen 1140 mm. In der Mitte befindet sich Platz für einen Späneförderer.
Bild 5.2: Vorbereitung der gehärteten Führungen zur Montage Die gehärteten Führungen werden für die Montage auf das Maschinenbett vorbereitet. Sie bestehen aus C45-Stahl und weisen in den Gleitflächen sowie den Untergriff Anlageflächen eine Härte von 58–63 HRC auf. Die Härtetiefe beträgt ca. 1,5 mm. Die Führungen werden von unten mit ausreichend Schrauben befestigt, um eine sichere und formstabile Verbindung zu gewährleisten. Bei Hochpräzisionsmaschinen erfolgt nach dem Aufschrauben ein zusätzlicher Nachschliff der Führungen – in der Regel ist jedoch die Genauigkeit des gefrästen Maschinenbetts bereits ausreichend.
Bild 5.3: Schwingungsgedämpftes Maschinenbett nach dem VDSF-Verfahren Das Maschinenbett ist besonders robust ausgeführt und schwingungsgedämpft gefertigt nach dem VDSF-Verfahren. Dabei werden die Hohlräume der Längsstege sowie des Querträgers vollständig gefüllt und verdichtet, um Vibrationen effektiv zu minimieren. Dies verbessert nicht nur die Bearbeitungsqualität, sondern erhöht auch die Standzeit der Werkzeuge.
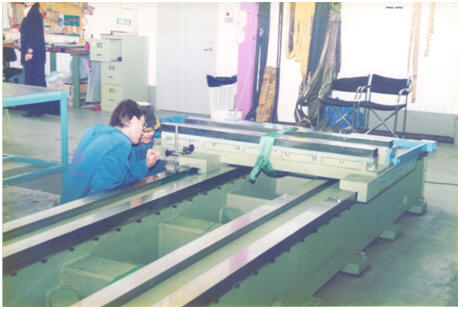
Bild 5.4: Wiap Monteure stellen das Spiel der Z Achse ein. Sehr wichtig der Winkel zur X Achse Bei der Maschine ist die Seite des Z Antriebs auch die Chefseite der Führung. Die Luftabhebung sorgt für gute Eigenschaften.
Bild 5.5: Aufbauzeit der Maschine Die Maschine benötigt etwa 12 Monate für den Aufbau. Die Herstellung des Betts und der Schlitten dauert etwa 2 Monate. Für die Detailkonstruktion und Anpassungen werden in der Regel 6 Wochen eingeplant. Eine solche Maschine erfordert viele Stunden Arbeit, vom Zeichnen über die Herstellung und den Zusammenbau bis hin zur Endmontage. Dazu gehören auch die Integration von Elektrik und Elektronik sowie die CNC-Programmierung, um die Maschine für den Betrieb vorzubereiten.
6. Spindelstock und Hydraulik
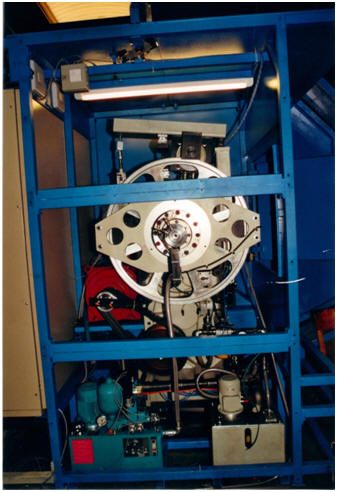
Bild 6.1: Der Spindelstock der WIAP DM4C wurde aus einem Lagerbestand von Oerlikon Drehmaschinen gekauft. Auch das Getriebe das hinten aufgeschaubt wurde mit 3 Stufen. Das grosse Zahnrad war nötig um einen präzisen Antrieb der Spindel – nicht über den Spindelmotor – sondern über einen Vorschubmotor, der eingeschwenkt werden konnte bei der Nutzung der angetriebenen Werkzeuge, zu ermöglichen.
Bild 6.2: Getriebe-Schaltung der WIAP DM4C Ursprünglich war für die WIAP DM4C eine manuelle Getriebe-Schaltung vorgesehen, basierend auf einer Lösung von Oerlikon. Wir haben diese jedoch automatisch umgesetzt, indem wir das System mit 4 Zylindern und entsprechenden Überwachungsmechanismen ausgestattet haben. Diese Modifikation verbessert die Präzision und Effizienz der Schaltvorgänge erheblich.
Bild 6.3: Hier ist der Spindelstock unter der Schutzverkleidung angeordnet.
7. Kreuzschlitten
Bild 7.1: Robuste und schwere Maschine im Aufbau Die Maschine ist eine robuste und schwere Konstruktion mit über 20 Tonnen Gewicht, die einen Drehdurchmesser von bis zu 1600 mm ermöglicht. Auf dem Bild ist der Schlitten des vorderen Werkzeugrevolvers während des Aufbaus zu sehen.
Bild 7.2: Spezielles Abstreifsystem und Späneförderer Für die WIAP DM4C wurde ein spezielles Abstreifsystem vorgesehen, das verhindert, dass Schmutz oder Späne unter die Führung gelangen. Auf dem Bild sind die beiden Schlitten der X-Achse sowie die beiden Späneförderer sichtbar, die für eine effiziente Entfernung von Späne sorgen.
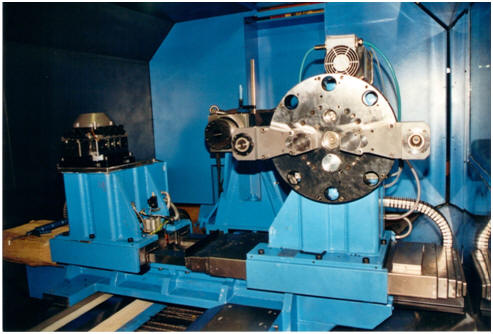
8. Werkzeugrevolver
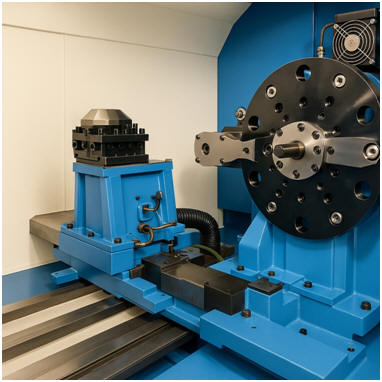
Bild 8.1: Werkzeugrevolver während der Montage Die beiden Werkzeugrevolver sind hier während der Montage zu sehen. Ein zusätzlicher Schlitten ermöglicht es, den Schlitten 1 oder 2 zu wählen und entweder für die Bearbeitung zu verwenden oder ungenutzte Revolver zur Parkposition zu verlagern. Mit einer hohen Spitzenhöhe von über 2000 mm und einem Drehdurchmesser von 1600 mm zwischen den Spitzen macht diese Maschine besonders interessant für grosse Bearbeitungen.
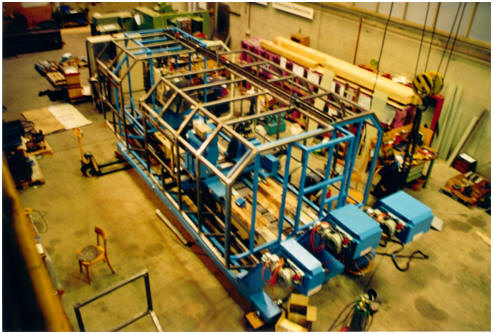
9. Montage
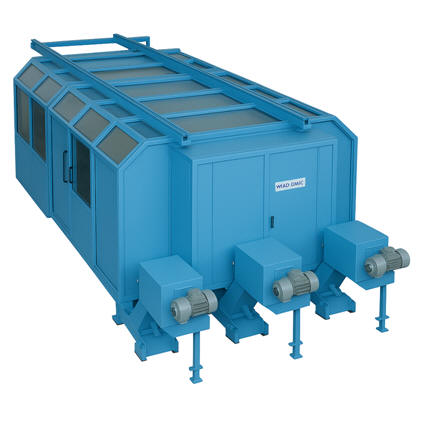
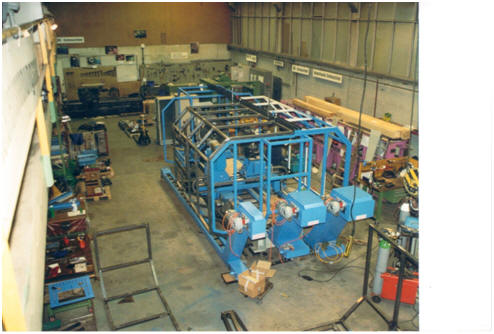
Bild 9.1: Aufbau der Ummantelung und des Aussengestells Nachdem der Unterbau der Maschine fertig montiert war, musste noch die Ummantelung aufgebaut werden. Dafür wurde eine grosse Menge Material benötigt, insbesondere Bleche für die massive Maschine. Das Aussengestell besteht aus einem robusten Rohrrahmen-System. Auf dem Bild sind auch die drei Späneförderer zu sehen, die für die effiziente Entsorgung von Abfallmaterial sorgen.
Bild 9.2: WIAP Monteure bei der Montage der WIAP DM4C_4 Die WIAP Monteure sind hier bei der Montage der WIAP DM4C_4 in vollem Einsatz. Bald ist die Maschine fertig – alles ist montiert und funktioniert einwandfrei. Der Startschuss ist gemacht, und nun kann der Kunde kommen.
Bild 9.3: Drei Späneförderer an der Maschine Die Maschine ist mit drei Späneförderern ausgestattet. Alle diese Förderer haben eine geringe Höhe der Mittellinien, was eine effiziente Abführung des Spänematerials ermöglicht.
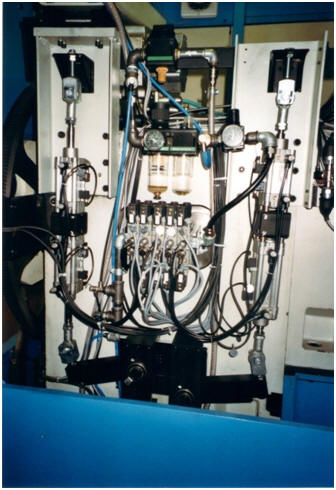
10. Schmierung
Erklärung: Das gesamte WIAP Schmiersystem ist in das Luftabhebungssystem integriert, was eine effektive Abhilfe gegen Verschmutzung bietet. Das Kühlwasser und der Schmutz werden hinausgedrückt, bevor sie in das System eindringen können. Heute ist der Schmiermitteltank im Elektroschrank untergebracht, mit einem Fassungsvermögen von 4 Litern. Für die Horizontalmaschinen wird das 68er Gleitbahnenöl eingesetzt, während bei den Vertikalmaschinen das 220er Öl verwendet wird.
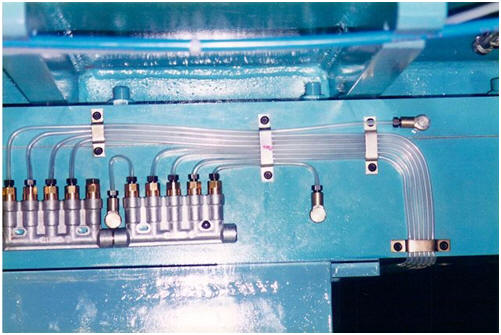
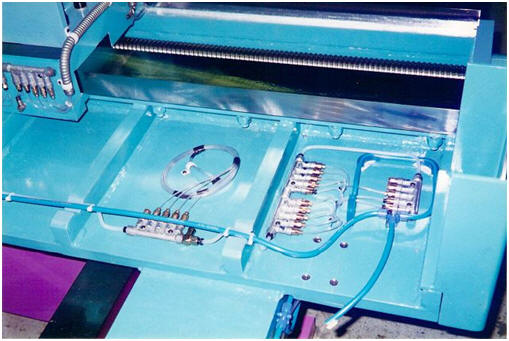
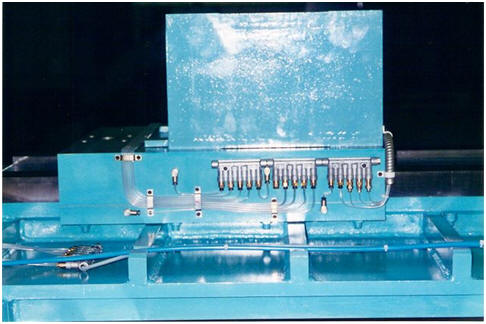
Bild 10.1: WIAP Schmiersystem und Luftabhebung Dossiereinheiten am Z Schlitten
Bild 10.2: WIAP Schmiersystem mit zusätzlichem Luftabhebesystem. Für einen weichen Lauf, weniger Stick Slip und Reduzierung der Verschmutzung.
Bild 10.3: Dossiereinheit am X Schlitten. Die WIAP ordnet viele Schmierstellen an, damit Kurzhubbewegungen auch geschmiert werden z. B. bei kurzen Gewinden.
Bild 10.4: Schmier-Eintritte und Luftabhebung Die Maschine ist mit ausreichend Schmier Einlässen ausgestattet, die speziell dafür vorgesehen sind, auch bei kurzhubigen Bewegungen, wie sie bei der Gewindeherstellung auftreten, eine gleichmässige Schmierung zu gewährleisten. So werden unerwünschte ungeschmierte Zonen vermieden. Das Luftabhebungssystem mit Impulsschmiersystem von WIAP MEMV trägt zusätzlich zu einer noch besseren Schmierung bei.
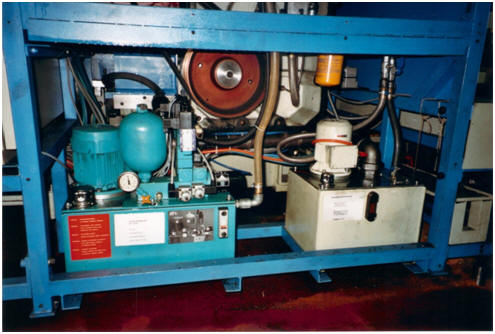
Bild 10.5: Hydraulik und Schmierung Links ist die Hydraulik für das Kraftspannfutter zu sehen, inklusive der zwei Druckspannungen. Rechts befindet sich die Schmierungseinheit für den Spindelstock und das Getriebe.
11. CNC Steuerung
Bild 11.1: CNC Steuerung der WIAP DM4C An der WIAP DM4C Maschine wurde eine Heidenhain CNC Drehmaschinensteuerung eingesetzt, da dies ein Kundenwunsch war der Kunde hatte bereits mehrere Maschinen mit dieser Steuerung. Neu wird jedoch die nachfolgende CNC Steuerung von Siemens, entweder die Sinumerik 808, 828 oder One, verwendet.
Bild 11.2: Moderne Sinumerik 828 CNC Steuerung Dies ist die moderne Sinumerik 828 CNC Steuerung, die in der Lage ist, bis zu 9 Achsen zu bewegen. Sie bietet eine hohe Flexibilität und Präzision für komplexe Bearbeitungsprozesse.
Sinumerik CNC-Steuerung, 10,4-TFT-Farbdisplay, vollwertige QWERTY-Tastatur, Kurzhubtasten, mit 16 Softkeys schnell zu allen Bedienmasken Einfache Datenübertragung durch IP65-geschützte Frontschnittstelle USB 2.0, RJ45, Ethernet, CF_Card Näherungsabstand-Sensor für Displaysteuerung Panel aus Magnesiumdruckguss Bedienung mit Arbeitshandschuhen möglich NV-RAM-Speichertechnologie ohne Pufferbatterie Lüfter und festplattenloser Einbau
Fernbediengerät mit Start, Stopp und Notstopp HMI anstelle Poti für Drehzahlen und Werkz.-Amp.-Anzeige Bruch-Kontrolle
Bild 11.3: WIAP Handrad bis 8 Achsen mit Achsvorwahlschalter und Inkrement Schalter.
12. Transport
Bild 12.1: Vorbereitung der WIAP DM4C für den Transport Die WIAP DM4C wird für den Transport vorbereitet. Mit einem Gewicht von 24 Tonnen ist die Maschine nicht nur mit einem Palettenwagen transportierbar, sondern erfordert spezielle Transportmittel, um sicher und effizient an ihr Ziel zu gelangen.
Bild 12.2: Das WIAP Team ist in diese Fracht involviert
Bild 12.3: Auf einen Schwerlast Anhänger muss die Maschine geladen werden. Die Maschine war über 24 Tonnen, es mussten 2 Brücken Krane eingesetzt werden für die Verladung.
Bild 12.4: Der Weg aus der Halle, das aufgestellte WIAP Team bei der Arbeit.
Bild 12.5: Mit dem Gabelstapler wird die Maschine noch die letzten Meter aus der Halle gezogen.
Bild 12.6: Im Freien steht jetzt die Maschine und wird mit dem LKW wegtransportiert
Bild 12.7: Jetzt geht die Maschine zum Endkunden. Viel Arbeit, einige Wochenende mussten auch gearbeitet werden bis sie fertig war.
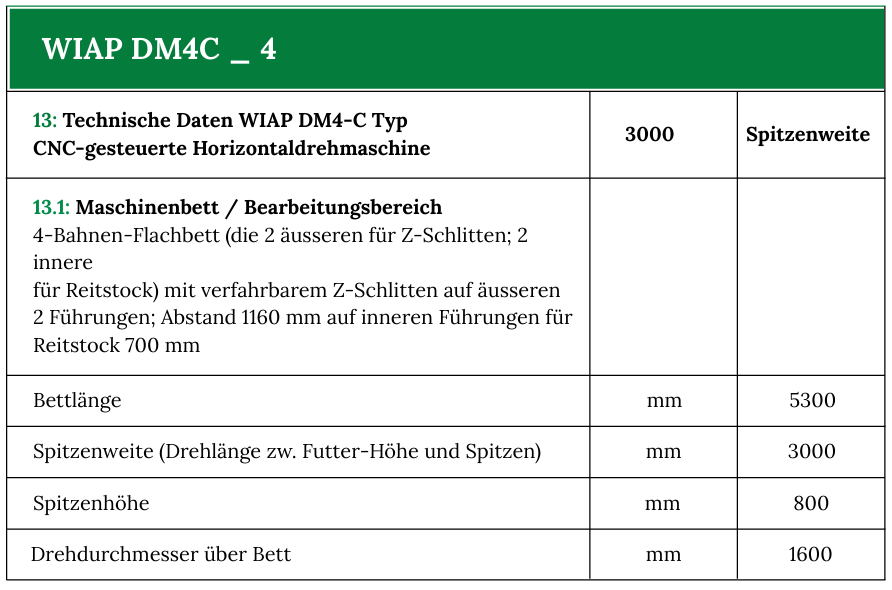
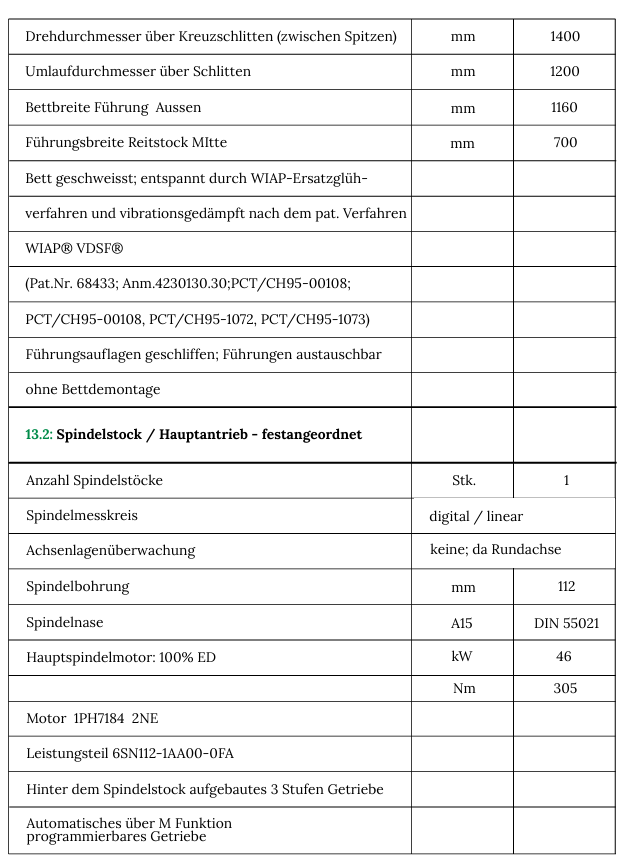
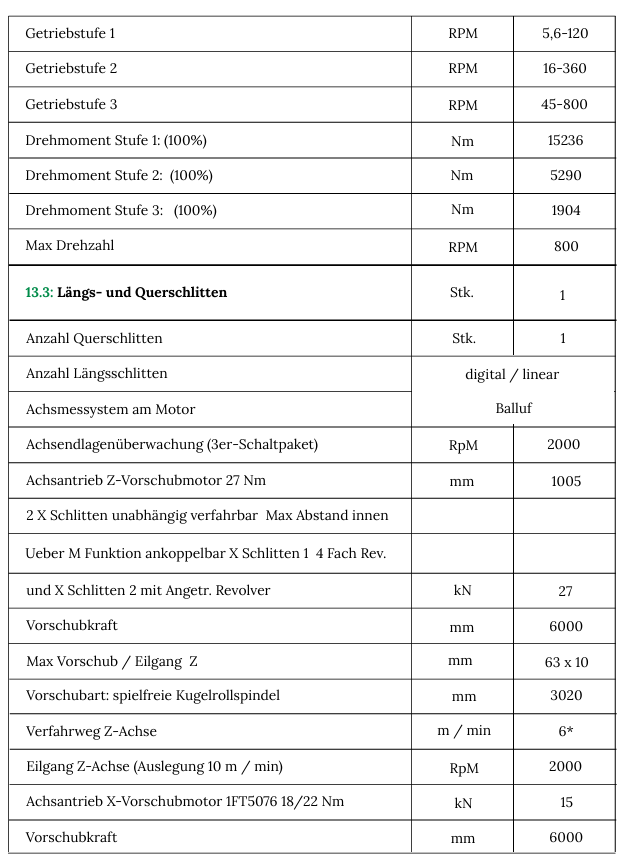
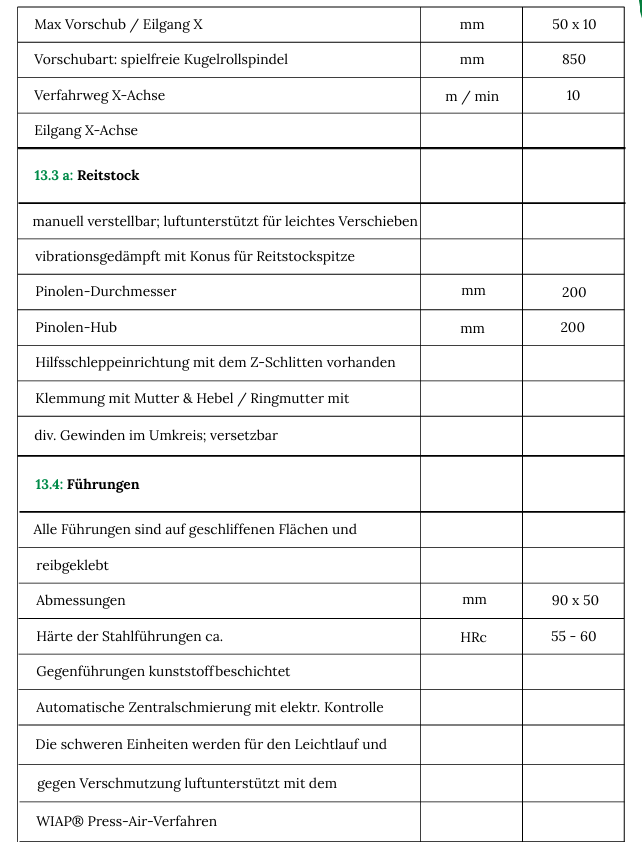
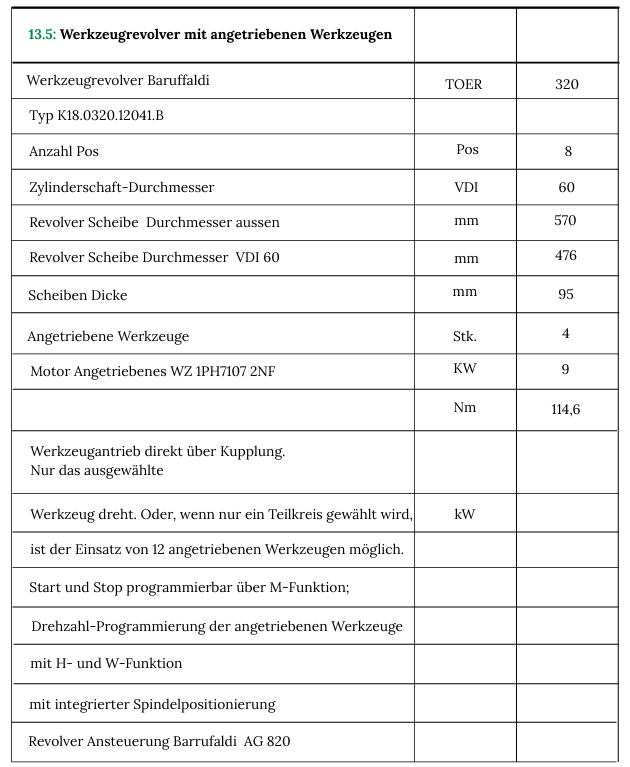
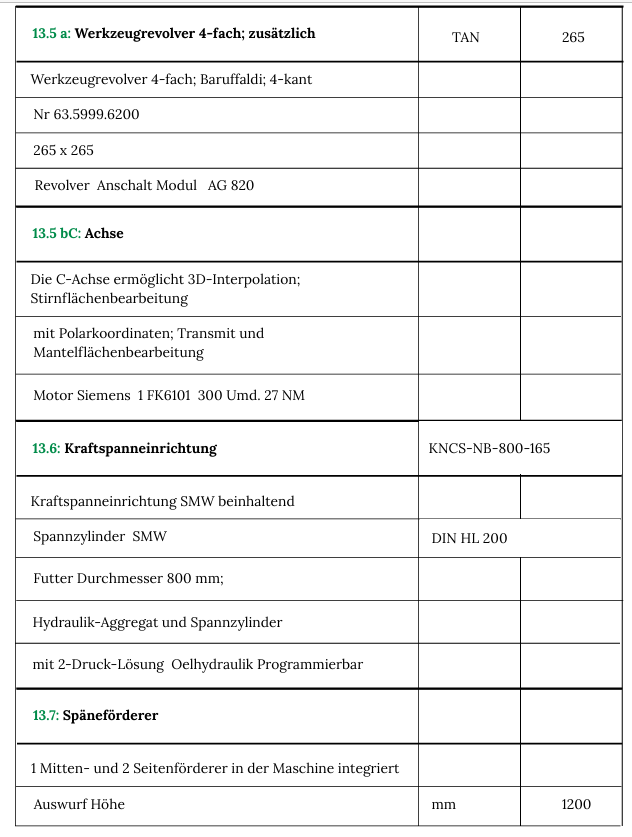
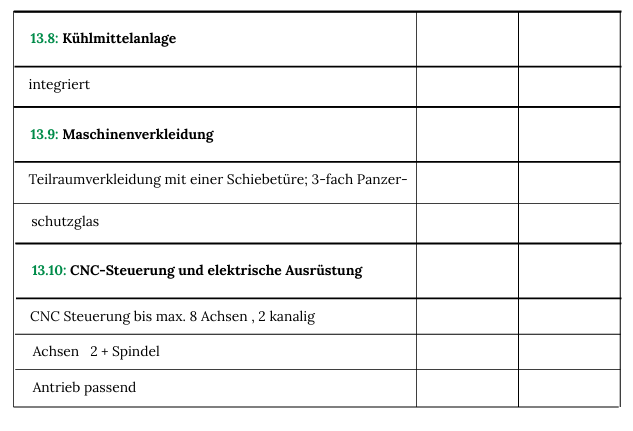
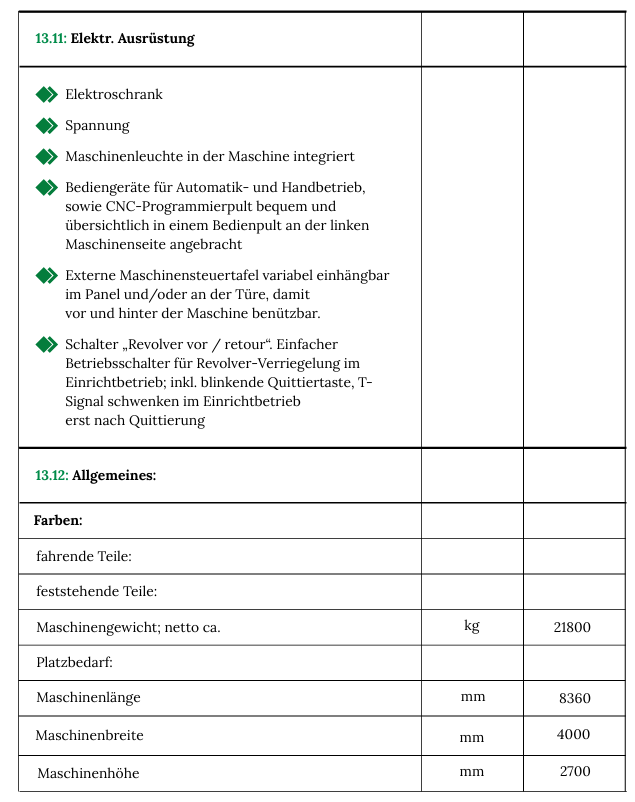
13. Technische Daten der Maschine
WIAP DM4C
Bild 13.1: Maschine in der Produktion von Zahnrädern für ein grossen Maschinen Hersteller
Lieferumfang für 3 Meter Maschine
dieselbe Maschine wird auch als 3, 4, 5 und 6 Meter angeboten
Die neue CNC Steuerung ist: Sinumerik CNC-Steuerung, 10,4-TFT-Farbdisplay, vollwertige QWERTY-Tastatur, Kurzhubtasten, mit 16 Softkeys schnell zu allen Bedienmasken Einfache Datenübertragung durch IP65-geschützte Frontschnittstelle USB 2.0, RJ45, Ethernet, CF_Card Näherungsabstand-Sensor für Displaysteuerung Panel aus Magnesiumdruckguss Bedienung mit Arbeitshandschuhen möglich NV-RAM-Speichertechnologie ohne Pufferbatterie Lüfter und festplattenloser Einbau
Fernbediengerät mit Start, Stopp und Notstopp
WIAP Handrad mit Inkrementwahl und Achsanwahl Schalter für bis zu 8 Achsen
14. Schlusswort
Einzigartige Merkmale der WIAP DM4C – durchdacht bis ins Detail
Die WIAP DM4C überzeugt mit mehreren innovativen Besonderheiten, die sie deutlich von herkömmlichen Schwerdrehmaschinen abheben:
Ein Highlight ist die speziell entwickelte Revolverlösung. Die Maschine verfügt über zwei unabhängig verfahrbare Schlitten. Ein zusätzlicher Unterschlitten (Andock-Schlitten) kann entweder Schlitten 1 oder Schlitten 2 aufnehmen, verfahren und anschließend wieder in die Parkposition bringen. Dadurch lassen sich beide Revolver außerhalb des Kollisionsbereichs sicher abstellen – ideal auch für Arbeiten zwischen den Spitzen.
Diese Konstruktion reduziert das Risiko von Kollisionen mit dem Futter oder der Planscheibe erheblich. Die Lösung stammt direkt aus der hauseigenen Entwicklung von WIAP.
Ein weiteres technisches Highlight ist das Luftabhebungs- bzw. Sperrluftsystem: Es sorgt nicht nur für besonders leichtgängige Schlittenbewegungen, sondern reduziert auch die Verschmutzung unter den Führungen. Selbst unter rauen Bedingungen – direkt an laufenden Maschinen – hat sich dieses System mehrfach bewährt und als dauerhaft zuverlässig erwiesen. Erstellt: sw-jw-iw-hp Widmer