Die WIAP hat im Laufe der Jahre bereits zahlreiche Maschinen gebaut. In dieser Übersicht zeigen wir eine Auswahl unserer Projekte – beginnend mit den aktuellsten und endend mit den ältesten. Besonders in den letzten Jahren hat WIAP bewusst darauf gesetzt, keine Serienmaschinen zu fertigen, sondern sich auf individuelle, technisch anspruchsvolle Sonderlösungen zu konzentrieren.
Nachfolgend finden Sie eine Auswahl dieser besonderen Projekte.
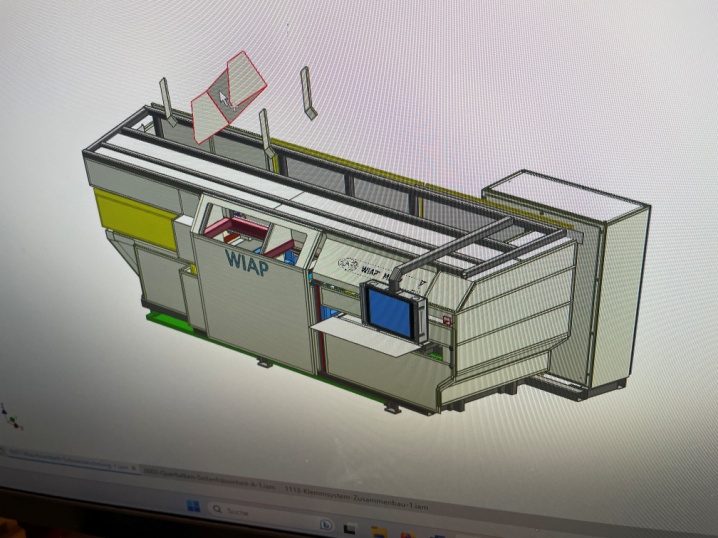
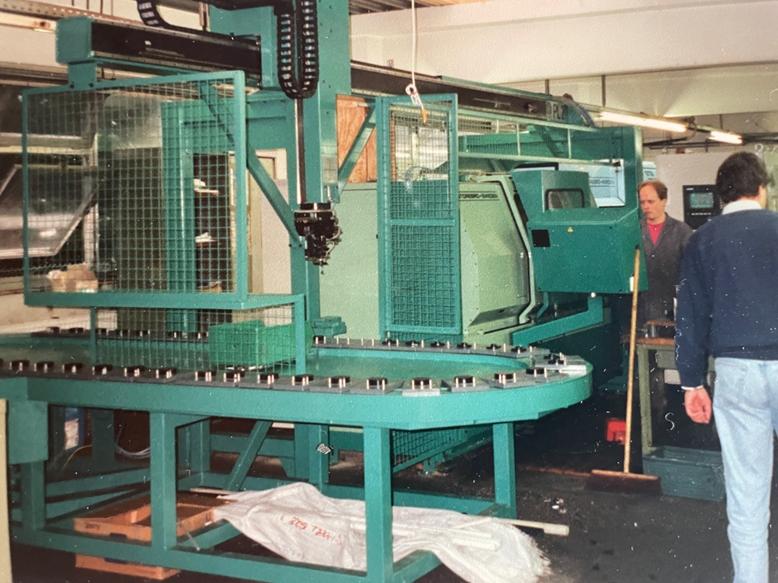
3. WIAP ALW Maschine
Auflage Wand Bearbeitungs Maschine
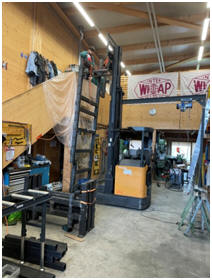
Bild 3 A: Ansicht der ALW Maschine im Hause Wiap
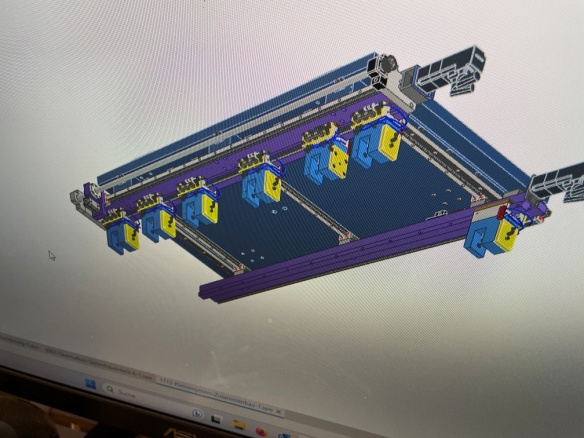
Bild 3 B: Die von der Wiap konstruierte, gezeichnete, hergestellte Maschine, die Wiap ALW Maschine
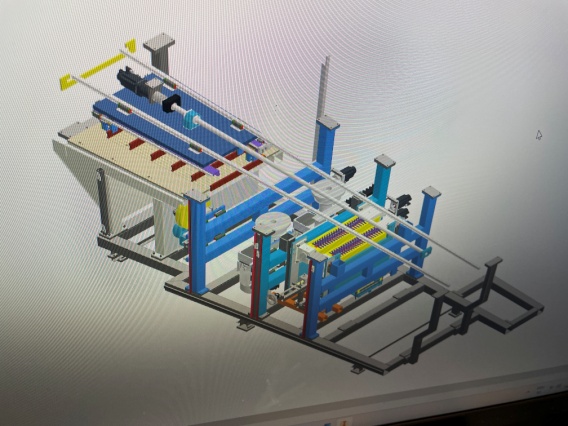
Bild 3 C: Die Wiap, Jim Widmer zeichnet diese Maschine mit dem Inventor.
Bild 3 D: Roh Ansicht 1
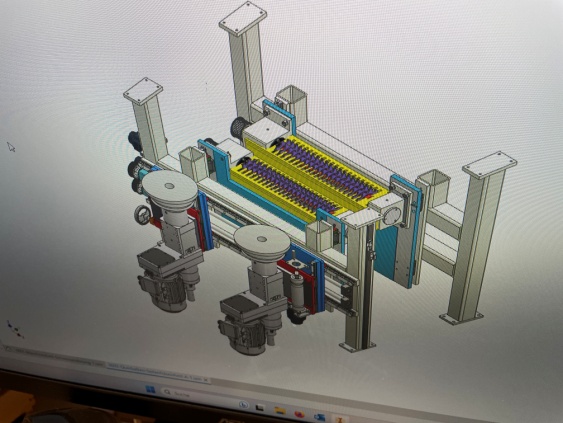
Bild 3 E: Rohansicht der Schlittenträger, wo Seitenfräser und Schlitz und Fasenfräser dargestellt wird.
Bild 3 F: Werkstück Träger von unter betrachtet
Bild 3 G: Die ganze Schweisskonstruktion
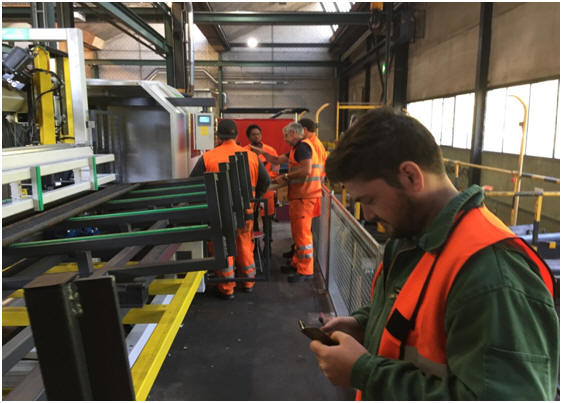
Bild 3 H: Auch der Junge Mann Kim arbeitet hier mit. Jim Widmer im Hause Wiap beim Vorbereiten.
Bild 3 I: Tisch und Konsolen schweissen Das ist die Grundarbeit der Maschine – so beginnt der Aufbau.
Bild 3 J: Während dem Füllen wird auch verdichtet
Bild 3 K: Der Kunde wünschte bessere Service Zugänglichkeit bei der neuen Maschine Deshalb fertigten wir zehn Türen rund um die Maschine an.
Bild 3 L: Maschine mit Verschalung und Türen
Bild 3 M: Antrieb des Schlitz und Fasenfräsers
Bild 3 N: CNC Steuerung Sinumerik 828
Bild 3 P: Werkstück Überwachungs System für 7 Höhenanschläge und Ueberwachung Greifereinlage Position. Ein Start geht nur bei der richtigen Einlage Position.
Bild 3 Q: ALW Maschine vor der Auslieferung
Dieses spannende Projekt – der Bau einer ALW (Auflagewand-Bearbeitungsmaschine)– war mit Sicherheit eines der interessantesten, das wir je realisieren durften. Da die Bearbeitungsart mit Holz nicht zu unserem Kerngebiet zählt, mussten wir uns zusätzliches Fachwissen aneignen. Diese Erweiterung unseres Horizonts hat uns einmal mehr bereichert.
Ein grosses Dankeschön an unseren Kunden für das entgegengebrachte Vertrauen!
Vollautomatisch zum fertigen Gewinde. Schäl- und Rollier-Anlage mit Automation
Bild 4 A: Wiap DM3S mit HLV Hilfsladevorrichtung 40 Kg Werkstücke
Die WIAP AG, Dulliken, stellt erneut ihre außergewöhnliche Engineering-Kompetenz unter Beweis. Mit der neuen Schäl- und Rollier-Anlage WIAP DM3-S HLV lassen sich an Rundstangen als Rohmaterial vollautomatisch fertige Gewinde herstellen. Typische Größen sind beispielsweise M20, M27, M30 oder M36.
Beim Produktionsbetrieb wird das Rohmaterial üblicherweise als Bund mit mehreren Stangen angeliefert. Dieses Bündel gelangt zunächst zum Rohteilspeicher, der sich mit einer Kapazität bis zu 50 Stück à 40 kg pro Werkstück beladen lässt. Als Belademöglichkeit steht auf der hinteren Seite der Anlage eine Hilfsladevorrichtung (HLV) zur Verfügung. Längen ab 1,6 m bis zu 4 m lassen sich verarbeiten, bei Durchmessern des Rohmaterials zwischen 20 mm und 40 mm. Der aufgetrennte Bund verteilt sich ohne weiteren manuellen Einsatz selbständig mithilfe einer Vibrationstechnik. Auf diesem Gebiet verfügt die schweizerische WIAP AG ebenfalls über eine besondere Expertise und setzte ihr spezifisches Know-how entsprechend ein.
Über verschiedene Positionen inklusive Sicherheitseinrichtungen gelangt das Rundmaterial als einzelne Stange automatisch in den Bearbeitungsraum. Die Werkstückhalterung innerhalb der Maschine übernimmt ein Planspiralfutter mit automatischem Antrieb: Damit ist selbst bei unterschiedlichen Durchmessern kein Backenwechsel notwendig. Nach der Fixierung wird das Material zunächst geschält. Das Werkzeug bearbeitet die Rundstangen in einem aktuellen Anwendungsfall zum Beispiel mit vier Schneiden und 0,17 mm Vorschub. Das ergibt eine zügige Bearbeitung mit 0,68 mm pro Umdrehung – inklusive 20° schräger Fase über einen Anfaser. Nach dem Schälen ist das Bauteil bereit zum Rollieren, um das Gewinde endgültig herzustellen. Abschließend gelangt das Fertigteil unter erneuter Anwendung der Hilfsladevorrichtung aus der Maschine.
Der gesamte Programmablauf geschieht über das parametrisierte System von WIAP, das heißt, sobald beispielsweise die Länge des Rohteils eingegeben wird, erkennt sowohl die CNC-Steuerung der Maschine als auch der HLV-Lader, welche Positionen entsprechend angefahren werden müssen. Die panelbasierte CNC-Steuerung Sinumerik von Siemens sowie eine automatische Werkzeugbruchüberwachung des Schäl- und Rollierkopfes sorgen für zusätzliche Sicherheit bei dem robusten Bearbeitungsprozess.
Das Produktvideo unter dem Link wiap.ch/Bildmaterial/WIAP_DM3S_Film.mp4 gibt weitere Einblicke über die beeindruckende Neuentwicklung der Schweizer Maschinenbauspezialisten. www.wiap.ch
WIAP AG DM3S Bild 1.bmp
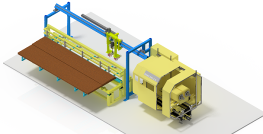
Bild 4 B: Layout Flexibel einsetzbar: Die NC-gesteuerte Schäl- und Rollier-Maschine WIAP DM3S kommt zurzeit unter anderem für die Herstellung von Ankerschrauben zur Anwendung. Ein Einsatz ist darüber hinaus auch zur Bearbeitung von Rohren bis zu 6 m denkbar (Bild: WIAP AG).
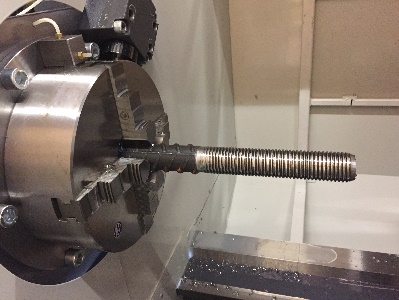
Bild 4 C: Fertig gerollte Werkstück Komfortabel zum fertigen Werkstück, hier ein Gewinde M36x4 mit 180 mm Länge: Die Berechnung des Programmablaufes erfolgt vollautomatisch über Parameter. Der Werker muss lediglich Gewindedurchmesser, -länge und -steigung sowie die Länge des Werkstücks eingeben (Bild: WIAP AG).
Bild 4 D: WIAP AG DM3S Bild 3.jpg Ordentlich sortiert: Die automatisch bearbeiteten Werkstücke gelangen zum Ende des Prozesses wieder auf einer Ablage für bis zu 50 Teile (Bild: WIAP AG).
Bild E: H.P Widmer neben der DM3S am geliefert Ort beim Kunden
Bild 4 F: Masche noch im Hause WIAP
Bild 4 G: Sven Widmer, Wiap DM3S mit HLV von der Beladeseite ausgelegt für 50 Rohlinge
Bild 4 H: WIAP HLV Hilfsladevorrichtung für volle Stangen bis 4 Meter Länge.
Vibrationsentspannt und vibrationsgedämpft – VDSF®, VSR®, MEMV® Die WIAP DM4C ist eine robuste CNC-Flachbett-Drehmaschine mit besonders breitem Maschinenbett. Der Führungsabstand aussen beträgt 1140 mm. Das Bett besteht aus einer stabilen Schweisskonstruktion und wird vibrationsentspannt. Anschliessend wird es mit dem WIAP-Füllstoff gemäß unserem Patent gefüllt und durch Vibration verdichtet – eine Kombination, die für maximale Dämpfung und Stabilität sorgt.
Die Führungen der X- und Z-Achse messen je 90 × 50 mm und sind geschraubt statt eingeschliffen. Das ermöglicht eine einfache Revision auch nach 20 Jahren, ohne dass das Bett ins Werk zurückgeschickt werden muss. Die gehärteten Führungen mit einer Härte von mindestens 60 HRC sind ebenfalls geschraubt und bei Verschleiß problemlos austauschbar.
Die Schlittenführungen in X und Z sind mit einem Gleitbelag versehen und verfügen über Luftunterstützung. Diese sorgt dafür, dass: der Schlitten leichter und präziser läuft, kein Schmutz unter die Führungen gelangt, der Verschleiss im Vergleich zu herkömmlichen Systemen drastisch reduziert wird. Die Schmierung ist als Kurzweg-Schmierung ausgeführt, mit ausreichend Schmierstellen zur zuverlässigen Versorgung aller relevanten Bereiche.
Nachfolgend: Wiap DM4C 1600 Durchmesser produziert bei einem Schweizer Kunden
Bild 5 A: Diese WIAP DM4C hat einen Schwing durchmesser von 2000 mm und zwei einzeln verfahrbare Revolver. 3 Späneförder, Maschinen Nummer 10032, Maschinengewicht 23 Tonnen. Besonderheit zwei einzeln verfahrbare Werkzeug Revolver. WN_900_10
Bild 5 B: Diese WIAP DM4C wurde für einen Schweizer Kunde gebaut. Die Maschine hat ein Schwing-durchmesser von 2000 mm und es sind 2 X- Schlitten unabhängig verfahrbar.
Nachfolgend: Wiap DM4C 1300 Durchmesser produziert für einem Schweizer Kunden
Bild 5 C: Diese WIAP DM4C hat einen Schwing durchmesser von 1600 mm. Ein 15 Grad schräggestellter 12-fach Scheibenrevolver und 200 mm Spindeldurchlass. Maschinengewicht 16 Tonnen. Konstruktion und Herstellung WIAP. Maschinen Nr.10025.
Bild 5 D: Die Maschine hat 2 Späneförderer. Führungs-breite in X- und Z 90 x 50 mm und über 60 HRC einsatzgehärtet. Die Führungen können ausgetauscht werden, allenfalls nur umdrehen, dass der verschlissene Teil hinten ist.
Bild 5 E: Die Maschine in der Endmontage. Bald bereit zum drehen. Herstellzeit einer WIAP Maschine rund 1 Jahr
Nachfolgend: 2 Maschine Wiap DM4C 1300 Durchmesser produziert bei einem Kunden in Angola in der Ölindustrie
Bild 5 F: Diese WIAP DM4C hat einen Schwing durchmesser von 1300 mm. Ein 12-fach Scheibenrevolver und 265 mm Spindeldurchlass, Maschinengewicht 13 Tonnen. Konstruktion und Herstellung WIAP. Maschinen Nr.10020. WN_900_200
Nr. 10021, 10022, 10023, 10024 Vibrationsentspannt und Vibrationsgedämpft vdsf®, vsr®, memv®
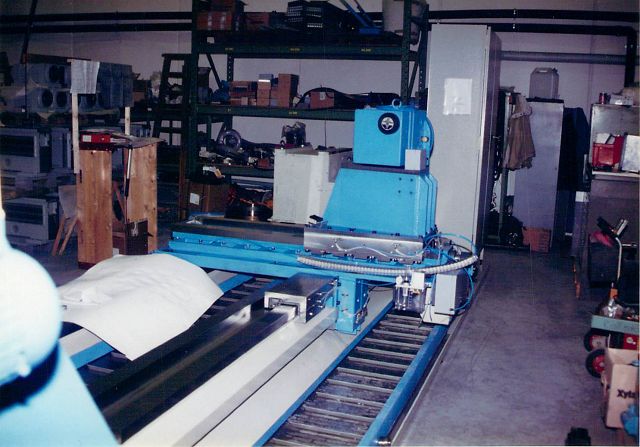
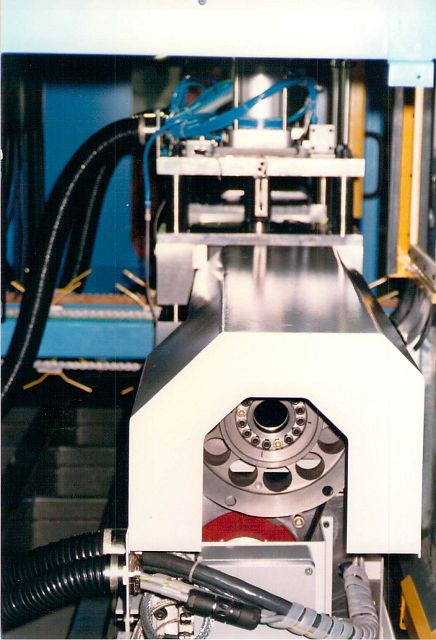
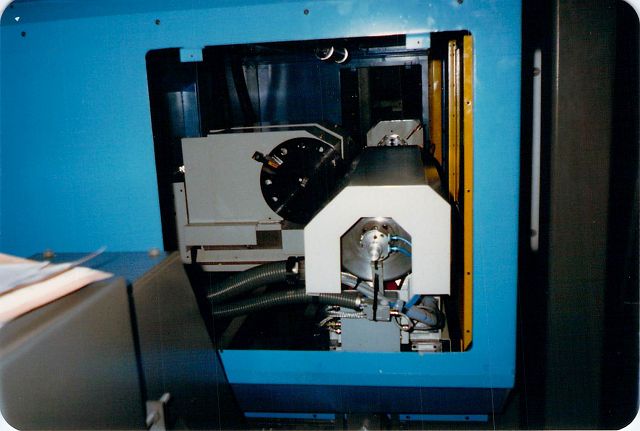
Bild 6 A: Kompakter CNC-Drehautomat als Skelettbau – WN_910_30
Die WIAP DM 2V
Dieser kompakte CNC-Drehautomat wurde speziell für die Bearbeitung von Futterdrehteilen bis Ø 200 mm entwickelt. Die Maschine ist als Skelett ausgeführt und ermöglicht einen hochautomatisierten, platzsparenden Fertigungsablauf.
Das Spannfutter bewegt sich mit dem eingespannten Werkstück zur Fertigteilposition. Dort fährt ein Fertigteilschieber in den Maschinenraum, entnimmt das fertige Teil und transportiert es nach aussen, wo es auf ein Wegführband abgelegt wird. Anschliessend holt das Futter auf einer tieferliegenden Ebene ein neues Rohteil ein.
Die Bearbeitung erfolgt durch einen verfahrbaren Spindelstock, der sich zur feststehenden Revolvereinheit bewegt. Durch die durchdachte Anordnung fallen sämtliche Späne direkt nach unten in den integrierten Späneförderer – ein Plus für Sauberkeit und Wartungsfreundlichkeit.
Das Transportband bietet grosszügigen Stauraum mit einer Ablagefläche von 200 × 4350 mm aufgeteilt für Roh- und Fertigteile (jeweils ca. 0,87 m²). Bei Werkstückdurchmessern ab 100 mm ergibt das eine Kapazität für etwa 40 Roh- und 40 Fertigteile. Bei einer Bearbeitungszeit von 2 Minuten pro Teil ergibt sich ein mannloser Betrieb von bis zu 80 Minuten.
Die Maschine überzeugt durch ihre vibrationsgedämpfte Konstruktion. Dank der integrierten Dämpfungstechnologie treten kaum Vibrationen auf, was zu hervorragenden Standzeiten und hoher Prozesssicherheit führt.
Marktinteresse und wirtschaftliche Überlegungen
Während der Entwicklungsphase dieser Maschine bekundete ein italienischer Vertreter von Grossmaschinen reges Interesse und kündigte an, jährlich 100 solcher Maschinen von WIAP beziehen zu wollen. Auch die Firma ABB zeigte Interesse an einer Zusammenarbeit. Allerdings verhinderten wirtschaftliche Überlegungen, insbesondere preisliche Aspekte, eine Umsetzung dieses potenziell bedeutenden Projekts.
Bild 6 B: Montage Wiap DM2V
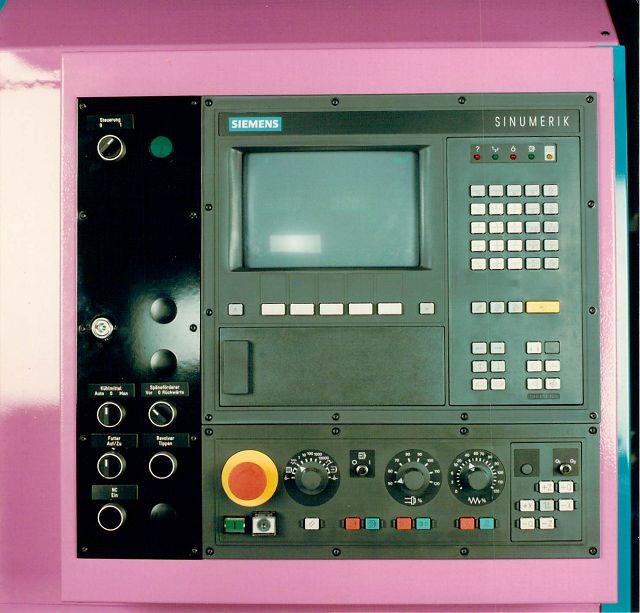
Bild 6 C: Die CNC Steuerung Sinumerik 810T war die ideale CNC für diese Maschine. Es wurde alles parametrisiert programmiert. Das Automations-programm in der Maschine wurde so erstellt, dass ohne PLC Programmierung, Optimierungen vorgenommen werden konnten. Auch vom Maschinenanwender.
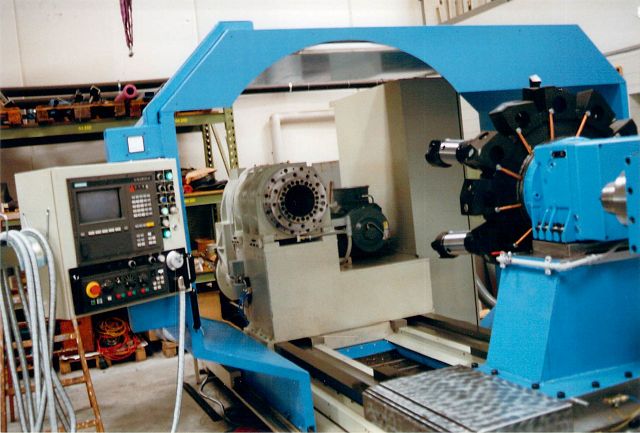
Bild 6 D: Die WIAP Vertikal CNC Drehmaschine. Kompakt und geeignet für Futterteile von 45 mm bis 160 mm. Ideal 100 mm Werkstück Länge. WN_910_340
Nr. 10010, 10012, 10014 Vibrationsentspannt und Vibrationsgedämpft vdsf ®, vsr®, memv®
Die WIAP DM2A war die erste eigenentwickelte CNC-Drehmaschine der WIAP AG und markierte einen bedeutenden Meilenstein in der Unternehmensgeschichte. Vor der Entwicklung dieser Maschine war WIAP hauptsächlich in der Vertretung von Maschinen, dem Bau eigener Portallader und der Umrüstung bestehender Maschinen auf CNC-Steuerungen tätig.
Die Entscheidung, eine eigene CNC-Drehmaschine zu entwickeln, basierte auf den umfangreichen Erfahrungen des WIAP-Teams, insbesondere aus früheren Tätigkeiten bei Unternehmen wie Georg Fischer und Storebro in Schweden. Diese Erfahrungen bildeten die Grundlage für die Entwicklung neuer und verbesserter Lösungen im Maschinenbau.
Die DM2A wurde 1992 realisiert und war ein bedeutender Schritt für WIAP. Ein Exemplar dieser Maschine wurde an einen deutschen Drehmaschinenhersteller verkauft, was das Vertrauen in die Qualität und Innovation von WIAP unterstrich. Wiap
Die erfolgreiche Umsetzung der DM2A führte dazu, dass Kunden, die an WIAP glaubten, weitere Maschinen bestellten. Dies legte den Grundstein für die Entwicklung weiterer CNC Maschinen und die Expansion des Unternehmens.
Die DM2A steht somit nicht nur für technische Innovation, sondern auch für den Übergang von WIAP zu einem eigenständigen Hersteller von CNC-Werkzeugmaschinen.
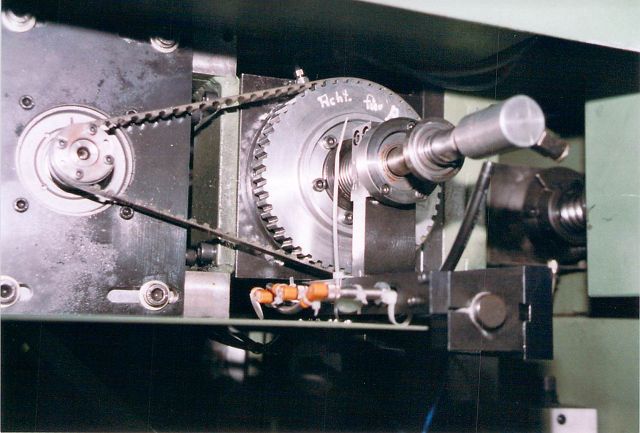
Bild 7 A: Doppelseiten-CNC-Drehmaschine WIAP DM2A. Zwei Revolver. Zwei verfahrbare Spindelstöcke. Eigener Portallader WIAP PL 2 für 2 x 7 kg Werkstückgewicht.
Bild 7 B: WIAP DM2A CNC Drehmaschine mit dem Portallader WIAP PL2 während den Drehversuchen.
Bild 7 C: Hier wird das neue Rohteil in das Kraftspann Futter des linken Spindelstocke eingelegt
Bild 7 D: der Portallader entnimmt das Fertigteil aus dem aus dem rechten Spindelstock. Das Fertigteil ist fertig von der beidseitigen Bearbeitung.
8. CNC Zentriermaschine WIAP ZM 02
zur Produktion von Rohren, welche als Steinbohrer eingesetzt werden – schnell umrüstbar
Die WIAP DM2 ZM ist eine Flachbett CNC Drehmaschine. Sie hat ein breites Bett. Das Maschinenbett ist eine Schweisskonstruktion. Das Bett wird vibrationsentspannt und anschliessend mit dem Wiap Füllstoff gefüllt und durch Vibration verdichtet, gemäss dem Patent der Wiap. Abmessung der Führungen X und Z ist 30 x 50 mm.
Die Führungen sind austauschbar, weil geschraubt. Für eine Revision nach 20 Jahren gut geeignet, ohne dass das Bett zurück ins Lieferwerk muss. Die gehärteten Führungen, ca. 60 HRC, sind geschraubt. Die Schlittenführungen in der X- und Z-Achse sind mit einem Gleitbelag beschichtet. Alle Achse haben eine Luftunterstützung, damit a) der Schlitten besser läuft b) der Schmutz nicht unter die Führungen gelangt und c) der Verschleiss sich um das mehrfache verringert, gegenüber anderen Führungen. Die Schmierung ist auf Kurzweg ausgelegt; das heisst, genügend Schmierstellen.
Die Maschinenkonstruktion ist so ausgelegt, dass sie mit minimaler Demontage transportiert werden kann.
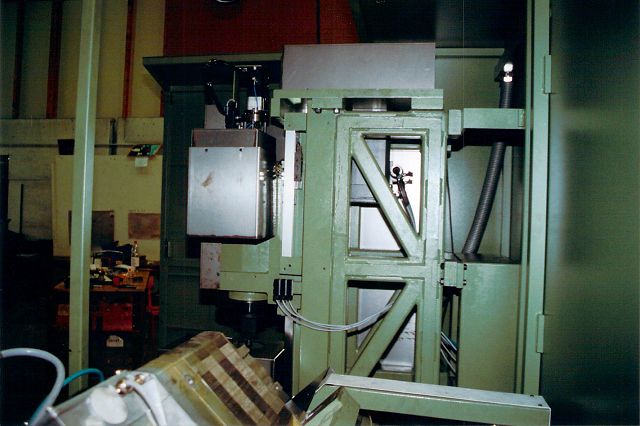
Bild 8 A: WIAP Zentriermaschine. Hergestellt beim damaligen Lienzpartner WEMA Zerbst. WN_930_10
Bild 8 B: 2 Spindelstöcke, verfahrbar in der Z-Achse. Der Motor im Spindelstock eingebaut.
Bild 8 C: Alles ist schnell umstellbar. Beidseitig wird das Rohr plangedreht und auf einer Seite gibt es einen Bund mit einer Nase, wo ein Teil darauf gelötet wird. Die Toleranz ist klein. Foto Bericht WN_940_WIAP HM 02
9. CNC Horizontal Bettdrehmaschine
WIAP HM 02
zur Produktion von Rohren, welche als Steinbohrer eingesetzt werden – schnell umrüstbar bis zum Durchmesser 70 mm. Vollautomatisches Stangenlade-magazin für ca. 20 Stk. 6 Meter Rohre
Die WIAP HM2 ist eine Flachbett CNC Drehmaschine. Sie hat ein breites Bett. Das Maschinenbett ist eine Schweisskonstruktion. Das Bett wird vibrationsentspannt und anschliessend mit dem Wiap Füllstoff gefüllt und durch Vibration verdichtet, gemäss dem Patent der Wiap. Abmessung der Führungen X und Z ist 30 x 50 mm.
Die Führungen sind austauschbar, weil geschraubt. Für eine Revision nach 20 Jahren gut geeignet, ohne dass das Bett zurück ins Lieferwerk muss. Die gehärteten Führungen, ca. 60 HRC, sind geschraubt. Die Schlittenführungen in der X- und Z-Achse sind mit einem Gleitbelag beschichtet. Alle Achsen haben eine Luftunterstützung, damit a) der Schlitten besser läuft b) der Schmutz nicht unter die Führungen gelangt und c) der Verschleiss sich um das mehrfache verringert, gegenüber anderen Führungen. Die Schmierung ist auf Kurzweg ausgelegt; das heisst, genügend Schmierstellen.
Die Maschinenkonstruktion ist so ausgelegt, dass sie mit minimaler Demontage transportiert werden kann.
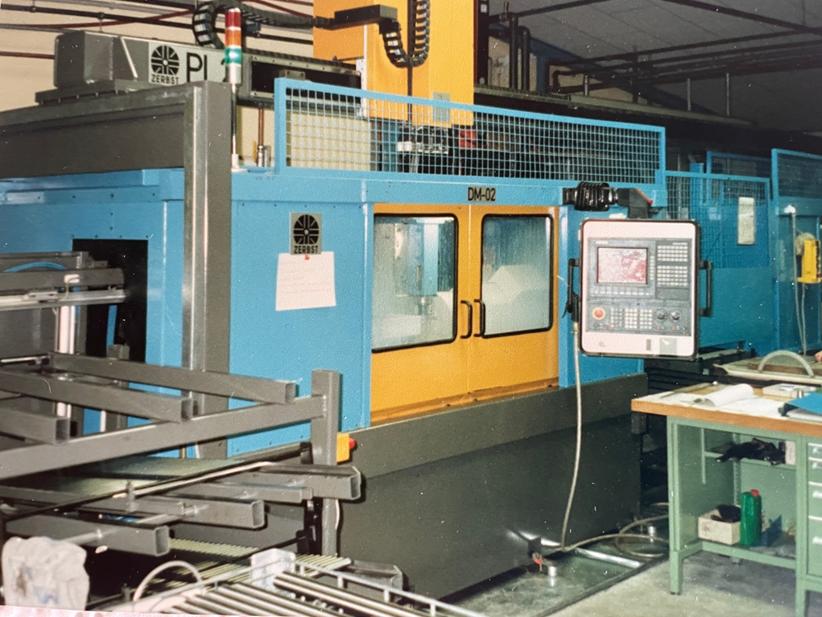
Bild 9 A: Die HM 02 wurde für eine der grössten Welt-konzerne Steinbohrerhersteller konzipiert. Alles vollautomatisch. Die Maschine wurde vom Wiap Lizenzpartner Zerbst gebaut.
Bild 9 B: Die CNC Steuerung ist eine Sinumerik 810T GA2.
Bild 9 C: Die Werkstücke werden mit einer Lünette entnommen und auf ein Rollband gelegt. Siehe Foto Bericht WN_950_WIAP DM02X
10. Nachdrehmaschine Wiap für den Elektro
Motorenhersteller Biral (später in der
Grundfos Gruppe)
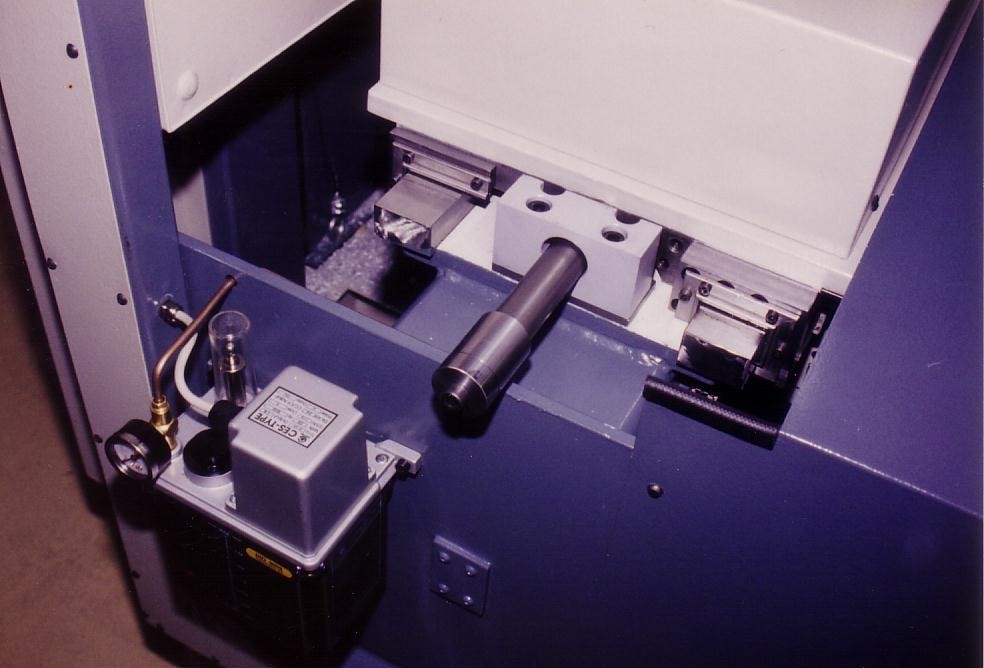
Nachdrehmaschine WIAP DM02X für Motorengehäuse
Kunde ist ein Schweizer Pumpen Motoren-hersteller. Aufgabenstellung war: Motorensitz, welcher durch das Einpressen des Innenteils verzogen wird, nachdrehen, damit der Sitz und der Rundlauf ok ist.
Aufgebaut auf die vorhandenen Vertikal Drehmaschine WIAP DM 02 wurde die Maschinen konzipiert. Also nur das Bett war eine Sonderlösung, der Rest aus bestehenden Konstruktionen erzeugt.
Bild 10 A: Nach der Inbetriebnahme.
Bild 10 B: Die genaue Zustellschraube für die Position vorne, machten wir mechanisch. Die Toleranz musste im Durchmesser in 0.02 mm sein. Die Maschine musste ohne richtige CNC, die Aufgabe erfüllen.
Wiap DM2 XP Nr. 10029 Vibrationsentspannt und Vibrations-gedämpft vdsf®, vsr®, memv®
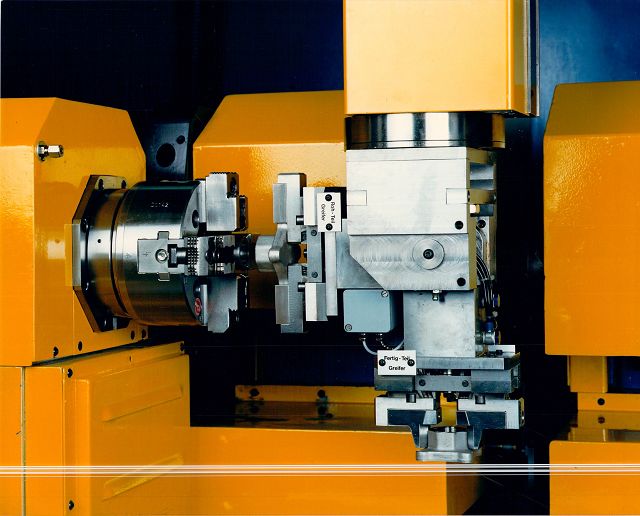
Hergestellt für ein Grosskonzern für die Fertigung von Tripoden Werkstücke Taktzeit 2 Sekunden
Bild 11 A: Diese Sonderdrehfräsmaschine Wiap DM2_XP war für einen Grosskonzern. Sie konnte drehen und fräsen mit 20‚000 Umdrehung. Gleichzeitig eine Drehspindel, die mit einem Plandrehkopf dreht. Die gesamte Konstruktion war von der Wiap. Das war eines der anstrengten Projekten, das die Wiap je ausführte. Taktzeit ein Teil in 2 Sekunden. Und ein sehr exakter Kunde, der die Sekunden halbierte.
Bild 11 B: Das ganze Bettsystem mit Turm ist vibrations-entspannt und auch vibrationsgedämpft.
Bild 11 C: Hier der eigenentwickelte Plandrehkopfantrieb. Er hat auch eine Kühlmittelzuführung durch die Spindel. Ein gutes Drehmoment, war für die hohe Drehzahl der Plandrehwerkzeuge nötig.
12. WIAP Portallader PL3
Einführung: Massgeschneiderter Portallader für niedrige Hallenhöhen
Für einen renommierten Hersteller von Grossdrehmaschinen entwickelte WIAP einen speziell angepassten Portallader. Der Kunde hatte zuvor drei Angebote eingeholt, doch keiner der vorgeschlagenen Lader konnte in der geplanten Halle mit begrenzter Deckenhöhe installiert werden.
WIAP konstruierte und lieferte einen Portallader, der diese Herausforderung meisterte. Das System wurde so konzipiert, dass es trotz der niedrigen Hallenhöhe effizient arbeitet und den Anforderungen des Kunden gerecht wird.
Ein Beispiel für diese Lösung ist der WIAP Portallader PL3, der speziell für niedrige Hallen entwickelt wurde. Er verfügt über einen Schwenkgreifer mit selbsthaltender Funktion, der verhindert, dass Werkstücke bei einem Stromausfall herunterfallen. Der Greifer kann zwischen 0°, 90° und zusätzlich 180° drehen, was eine flexible Handhabung ermöglicht. Die Steuerung erfolgt über eine Sinumerik 810 CNC-Steuerung mit Bedienpanel, und der Elektroschrank ist kompakt integriert. Weitere Informationen finden Sie auf der WIAP Website: wiap.ch.
Diese Lösung demonstriert WIAPs Fähigkeit, individuelle Anforderungen zu erfüllen und innovative Lösungen für komplexe Herausforderungen zu bieten.
2 x 25 Kg 150 Meter / Min. Eilgang
Bild 12 A: Der Portallader PL3 wurde verkauft, weil die Halle beim Kunden sehr tief war und andere Lieferanten keine so tiefe Durchfahrt anbieten konnten.
Bild 12 B: Ein eigen entwickelter Roh und Fertigteil Speicher.
Bild 12 C: Der Schwenkgreifer mit selbsthaltendem Greifer, wenn Stromunterbruch, dass das Werkstück nicht herunter fallen kann. Der Greifer kann 0 und 90° zuzüglich 180° Drehbewegung.
Bild 12 D: Durchgangsloch bei der Automation. Siehe Foto Bericht WN_1220_WIAP PL 3
13. WIAP Portallader PL2
Einführung: Erfolgsgeschichte des Portalladers WIAP PL2
Die Entwicklung des WIAP Portalladers PL2 begann mit einer konkreten Anfrage eines renommierten Schweizer Schleifmaschinenherstellers. Dieser suchte für internationale Kunden wie Bilz (Deutschland), Grundfos (Dänemark) und Embraco (Brasilien) eine zuverlässige Automatisierungslösung für seine Rundschleifmaschinen. WIAP entwickelte daraufhin den Portallader WIAP PL2 – ausgestattet mit einem Schwenkgreifer, der zwei Werkstücke von je bis zu 7,5 kg sicher und präzise handhaben kann.
Der Erfolg dieser Lösung sprach sich schnell herum. So wurde der Portallader WIAP PL2 wenig später auch für die WIAP-eigene Drehmaschine DM2 A übernommen, die ursprünglich im Rahmen eines Sonderprojekts (CHD) konzipiert wurde. Der Durchbruch kam, als ein deutscher Großkonzern das Konzept übernahm und den Portallader WIAP PL2 in Lizenz für weitere Kunden baute. Damit floss nicht nur Know-how, sondern auch ein nennenswerter Umsatz in Form von
Lizenzgebühren zurück an WIAP – ein Gewinn im mehrfachen Sinne
Bild 13 A: Hier ist der Wiap Portallader an einer Maschine die für die Fa. Audi Lenkstangen herstellt.
Bild 13 B: Dieser Portallader war an der WIAP DM2 A eingesetzt
Bild 13 C: Der Doppelgreifer des WIAP PL2 Portalladers Der Doppelgreifer des WIAP PL2 Portalladers bietet eine beeindruckende Vielseitigkeit. Mit seiner Fähigkeit, sich um 90° zu schwenken, kann er sowohl Fertig als auch Rohteile sicher und präzise aufnehmen und ablegen – sowohl horizontal als auch vertikal. Darüber hinaus ermöglicht der Greifer eine zusätzliche Drehung von 180°, was eine noch größere Flexibilität im Umgang mit Werkstücken gewährleistet.
Dank dieser Eigenschaften bleibt der WIAP PL2 für nahezu alle Aufgaben geeignet und lässt nur wenige Herausforderungen ungelöst. Das System deckt ein sehr breites Einsatzgebiet ab und kann Werkstücke mit einem Gewicht von bis zu 2 x 7 kg problemlos handhaben.
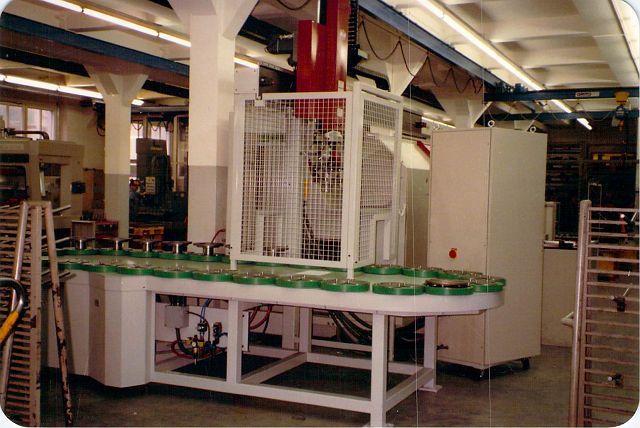
Bild 13 D: Portallader WIAP PL2 mit Palettierfunktion Auf diesem Bild ist ein speziell entwickelter WIAP PL2 Portallader zu sehen, der zusätzlich die Funktion zur Palettierung von Teilen übernimmt. Diese Erweiterung ermöglicht es, die Werkstücke nicht nur zu handhaben, sondern sie auch effizient auf Paletten abzulegen – eine perfekte Lösung für die Automatisierung und Optimierung von Fertigungsprozessen.
Bild 13 E: Sichere Automatisierung mit dem WIAP PL2 an der Storebro STB 200 Dieser WIAP PL2 Portallader wurde in Kombination mit einer Rundtakt Palettenbahn realisiert. Besonders hervorzuheben ist das Sicherheitskonzept: Es existieren keine Klemmstellen für Personen außerhalb der Bewegungszone des Laders. Der Portallader bewegt sich ausschließlich in definierten Bahnen und kann die Zone, in der sich Bedienpersonal aufhält, nicht erreichen.
Im Gegensatz zu klassischen Robotersystemen, die bei einem Steuerfehler unkontrolliert ausschlagen und so eine Gefahr darstellen könnten, ist dies beim WIAP PL2 konstruktionsbedingt ausgeschlossen. Das erhöht die Sicherheit im Produktionsumfeld erheblich.
Dieser Portallader wurde speziell für den Einsatz an der Storebro STB 200 konzipiert und angebaut – eine clevere und sichere Automatisierungslösung.
14. Schlusswort
Wiap 2025: Neue Zeichnungsmethoden – neue Möglichkeiten
Früher, als noch vieles von Hand auf dem Zeichenbrett entstand, war die Konstruktion eine mühsame und oft langwierige Aufgabe. Änderungen bedeuteten viel Aufwand – das hat die Arbeit erschwert. Heute, mit den modernen digitalen Zeichnungsmethoden, ist vieles einfacher, schneller und deutlich angenehmer geworden.
Eine kleine Konstruktionsänderung lässt sich heute in einem Bruchteil der früher benötigten Zeit umsetzen – oft zehnmal schneller. Für uns bei WIAP ist es eine spannende Herausforderung geworden, dank dieser neuen Technik sowohl kleine Bauteile als auch komplexe Maschinen effizient zu entwerfen und zu realisieren.
Wir nutzen das, was vorhanden ist, so klug wie möglich – nicht alles muss neu erfunden werden. Was funktioniert, verbessern wir gezielt. So schaffen wir mit solidem Fundament zukunftsorientierte Lösungen.