

Ablösung der Sinumerik 805 durch Sinumerik 828
Die Sinumerik 805 ist eine ältere CNC-Steuerung, für die mittlerweile keine zuverlässige Ersatzteilversorgung mehr gewährleistet ist.
Aus diesem Grund haben wir die Umstellung auf eine moderne Sinumerik 828 vorbereitet.
Nachfolgend finden Sie dazu weitere Informationen.

Bild 2:
Neue Sinumerik CNC

Bild 3:
Da die CNC länger ist als die alte, musste
auch Schräge nach vorne gemacht
werden, was aber den Bedien Komfort
auch verbessert.

Bild 4:
Der Umbau geht sehr schnell
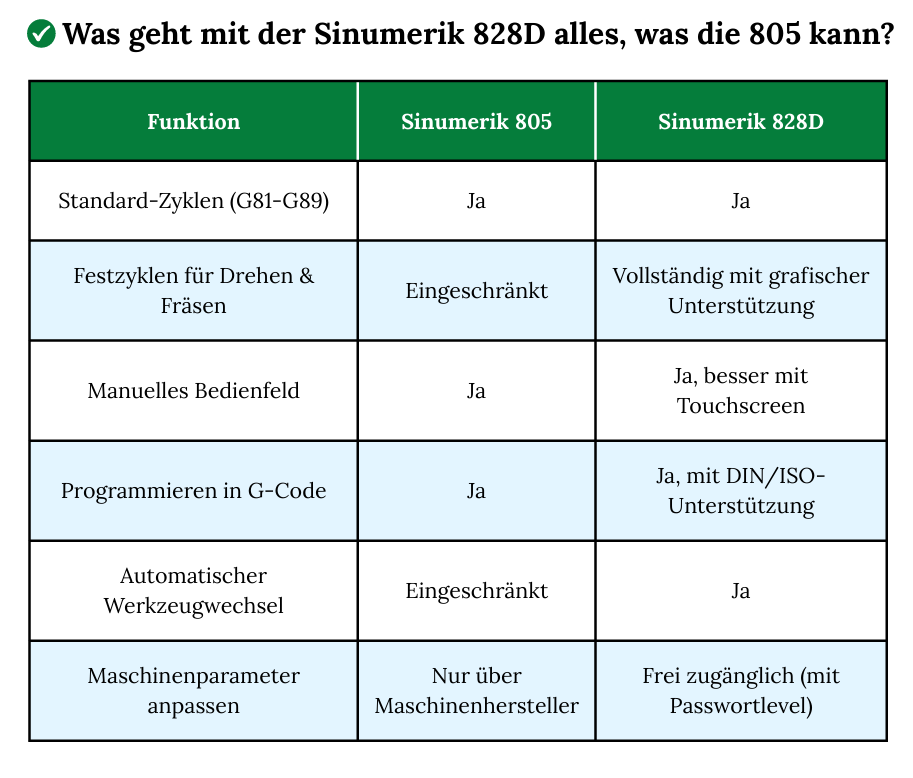
Frage Kann die Sinumerik 828 die Aufgaben der Sinumerik 805 übernehmen
Meine Frage
Sinumerik 805 Besonderheiten bei der Zyklensteuerung
Antwort
Die Sinumerik 805 ist eine ältere CNC-Steuerung von Siemens, die häufig bei einfachen
Werkzeugmaschinen wie Drehmaschinen und Fräsmaschinen verwendet wurde. Sie gehört
zur sogenannten Low-End-Serie und ist verglichen mit den neueren Steuerungen wie der
840D oder 828D deutlich einfacher aufgebaut. Trotzdem hat sie einige Besonderheiten bei
der Zyklensteuerung, die man kennen sollte.
Hier sind die wichtigsten Besonderheiten der Zyklensteuerung bei der Sinumerik 805:
1. Zyklen im Festprogramm eingebunden
Die Zyklen (z. B. Bohren, Gewindeschneiden, Ausdrehen) sind meist fest in der Steuerung
gespeichert. Man greift auf sie über definierte G-Befehle oder spezielle Zyklennummern zu.
Benutzer können keine eigenen Zyklen (Makros) wie bei neueren Steuerungen frei
programmieren.
2. Einfache Struktur – meist kein DIN/ISO-Standard-Zyklus
Viele Zyklen verwenden Siemens-eigene Formatierung, z. B.:
nginx
KopierenBearbeiten
CYCL DEF 200 BOHREN …
gibt es bei der 805 nicht in dieser Form.
Stattdessen arbeitet man z. B. mit Codes wie G81, G83 etc., allerdings maschinenspezifisch
implementiert.
3. Parameterübergabe über Maschinenparameter / Systemvariablen
Parameter (z. B. Zustellweg, Rückzug, Tiefe) werden häufig über vorher definierte Variablen
gesetzt. Es gibt kein interaktives Zyklendefinieren über Bildschirmdialoge wie bei
moderneren Steuerungen.
4. Programmierstil
Viele Maschinen mit Sinumerik 805 wurden direkt im G-Code programmiert, meist:
G71 bis G89 für Bohren, Senken, Reiben usw.
G70 zum Aufruf des Zyklus
Beispiel:
plaintext
KopierenBearbeiten
N10 G0 X50 Z5
N20 G83 Z-20 R3 Q5 F100
Dabei sind Q (Tiefenzustellung) und R (Rückzugshöhe) nicht standardisiert, sondern je nach
Maschinenhersteller verschieden interpretiert.
5. Maschinenspezifische Erweiterungen
Bei vielen Maschinen mit Sinumerik 805 wurden Hersteller-spezifische Zyklen eingebaut,
die nur auf dieser Maschine verfügbar sind.
Diese Zyklen sind oft nicht dokumentiert und nur über die Maschinenbedienungsanleitung
zugänglich.
6. Keine grafische Simulation
Die Zyklensteuerung arbeitet ohne Vorschau oder grafische Kontrolle.
Der Bediener muss sich auf Papierpläne und manuelle Berechnung verlassen.
Empfehlung im Umgang
Bedienungsanleitung der spezifischen Maschine studieren: Die Zyklensyntax kann sich je
nach Hersteller unterscheiden.
Testprogramme mit Luftschnitten ausführen, um Kollisionen zu vermeiden.
Bei Umbau oder Retrofit: In Erwägung ziehen, die Steuerung durch eine moderne Sinumerik 828D zu ersetzen.
Antwort:
Ja, mit einer Sinumerik 828D kannst du die Aufgaben einer Sinumerik 805 vollständig
übernehmen – und deutlich mehr. Die 828D ist eine moderne CNC-Steuerung mit weitaus
höherer Leistungsfähigkeit, besserer Bedienung, grafischer Unterstützung und umfassenden
Zyklusfunktionen. Hier sind die wichtigsten Punkte zur Migration von 805 auf 828D:
Antwort:
Ja, mit einer Sinumerik 828D kannst du die Aufgaben einer Sinumerik 805 vollständig
übernehmen – und deutlich mehr. Die 828D ist eine moderne CNC-Steuerung mit weitaus
höherer Leistungsfähigkeit, besserer Bedienung, grafischer Unterstützung und umfassenden
Zyklusfunktionen. Hier sind die wichtigsten Punkte zur Migration von 805 auf 828D:
Unterschiede & Vorteile bei der Umstellung
1. Zyklusprogrammierung
Die 828D unterstützt grafisch geführte Zyklen für Bohren, Drehen, Fräsen.
„ShopMill“ oder „ShopTurn“ ermöglichen auch Einsteigern eine einfache
Zyklusprogrammierung ohne G-Code-Wissen.
Du kannst aber auch wie gewohnt klassisch in G-Code (DIN 66025) programmieren.
2. Speicher, Geschwindigkeit, Bedienung
Die 828D hat viel mehr Programmspeicher, höhere Rechenleistung, schnellere
Bildschirmreaktionen.
Du kannst komplexe Teile, größere Programme und sogar 3D-Konturen steuern.
3. Netzwerk- und USB-Fähigkeit
Programme lassen sich per USB, Ethernet oder DNC laden – kein RS232 mehr nötig.
Ideal für zentrale Programmadministration oder Industrie 4.0.
4. Moderne Oberfläche
Touchscreen, farbige Anzeige, grafische Simulation – alles inklusive.
Eingebaute Werkzeugverwaltung, Nullpunktverschiebungen, Restmaterialberechnungen usw.
Worauf musst du bei der Umstellung achten?
Alte Programme aus der 805:
Müssen evtl. angepasst werden, da die 828D teilweise andere Parametervarianten oder
Befehlsausprägungen erwartet.
Insbesondere bei alten Hersteller-spezifischen Makros oder Zyklen.
Maschinenumbau:
Die 828D ist ausgelegt für digitale Antriebe (z. B. SINAMICS).
Die Sinumerik 805 arbeitet als Analoges System. Ein Umbau benötigt ein Sondermodul Digital/Analog
Schulungsaufwand:
Für Bediener ein großer Sprung – aber nach kurzer Eingewöhnung deutlich effizienter.
Fazit
Ja, du kannst mit der Sinumerik 828D die Aufgaben der Sinumerik 805 nicht nur
übernehmen, sondern auf ein ganz neues Level heben. Wenn du bereit bist, die Maschine
umzurüsten oder eine neue Maschine mit 828D zu nutzen, bekommst du:
mehr Automatisierung,
höhere Prozesssicherheit,
bessere Teilequalität,
und deutlich mehr Komfort bei der Programmierung.
Die zentrale Herausforderung beim CNC-Retrofit: Antriebe behalten oder komplett ersetzen?
Bei einem vollständigen CNC-Umbau stellt sich häufig die Frage, ob auch alle Antriebsmotoren
ersetzt werden müssen. In vielen Fällen ist das jedoch aus zeitlichen oder finanziellen Gründen
nicht sofort möglich – und ein Komplettumbau kann die Anlage unnötig verkomplizieren.
WIAP hat in mehreren Projekten erfolgreich Maschinen mit bestehenden analogen Antrieben
weiter betrieben. Durch den Einsatz eines Umwandlungsmoduls von digital auf analog konnte
das Problem elegant gelöst werden: Es musste lediglich die CNC-Steuerung ersetzt werden
nicht die gesamte Antriebstechnik.
Zusätzlich wurden spezielle Adapter entwickelt, die es ermöglichen, die bestehenden
Steckverbindungen der alten CNC direkt auf die neue Steuerung umzurüsten – ohne
aufwendige Neuverkabelung.
Diese praxisnahe Lösung spart Zeit, reduziert Kosten und minimiert Stillstandszeiten.
Bei der Sinumerik 802 haben wir das genommen Kurzprofil ADI4 (6FC5211 0BA01 0AA4):
Steuerung von bis zu 4 Analog-Antrieben (±10 V Setpoint)
Encoder-Eingänge (TTL/SSI)
Verbindung über PROFIBUS DP (12 Mbit/s, equidistant)
Onboard-Diagnose per LEDs
Kurzprofil SINAMICS HLA mit Sinumerik 828D:
Funktion: Analog-HydraulikDrive (HLA) – erzeugt hydraulische Sollwerte für Achsen.
Schnittstelle: Analog-Ausgang (z. B. über X252, PROFIBUS SDB-Telegramm 166).
Einsatzart: Retrofit-Lösungen, bei denen alte hydraulische Antriebe bestehen bleiben
und nur die CNC neu ist
Längs-Layout (Hochformat / „vertical“)
Bildschirm ist hochkant.
Bedieneinheit befindet sich rechts oder unterhalb des Bildschirms.
Wird oft in beengten Schaltschrank- oder Maschinenfronten verwendet.
Häufig bei kompakten Maschinen zu sehen.
Quer-Layout (Querformat / „horizontal“)
Bildschirm ist breit (klassisches Querformat).
Bedieneinheit befindet sich rechts oder seitlich neben dem Bildschirm.
Gängig bei größeren Maschinen, wo mehr Platz für eine breitere Ansicht vorhanden ist.
Bessere Übersicht bei komplexeren Grafiken (z. B. Fräsbahndarstellungen)
Wichtig:
Die Funktionalität ist identisch, nur das mechanische Layout der Bedieneinheit unterscheidet
sich. Beim Kauf oder Retrofit einer Maschine mit SINUMERIK 828D muss man also das
Layout an die Maschine anpassen.
Wenn du willst, kann ich dir eine Skizze der beiden Varianten machen.

Bei einigen CNC-Steuerungen, bei denen ursprünglich eine ältere Sinumerik oder ein
anderes System verbaut war, ist nur ein bestimmtes Layout möglich – da alternative
Varianten zu breit sind.
CNC-Steuerung SIEMENS SINUMERIK; Kann auch als Zwei-Kanal-Lösung
gemäss nachfolgender Beschreibung:
Panelbasierte kompakte CNC-Steuerung.
Technologie Drehen. CNC ausgelegt für 8 Achsen/Spindeln.
PLC S7-200 PLC.
Das Bearbeitungsprogramm wird auf Wunsch auch parametrisiert programmiert.
Es gibt pro Werkstück ein CNC-Programm, das Parameter für das
jeweilige Werkstück enthält. Die Parameter enthalten Werkstück
Länge und -Wege nach Parameter. Die restlichen Werte
sind immer identisch und in einem Haupt-Unterprogramm enthalten,
das bei jedem Durchlauf abgearbeitet wird.
Der ganze Programm-Ablauf läuft über das WIAP parametrisierte System.
Die Maschine läuft in einem Zwei-Kanal-Lösungssystem.
Sinumerik CNC-Steuerung, 10,4-TFT-Farbdisplay, vollwertige QWERTY-Tastatur,
Kurzhubtasten, mit 16 Softkeys schnell zu allen Bedienmasken
Einfache Datenübertragung durch IP65-geschützte Frontschnittstelle
USB 2.0, RJ45, Ethernet, CF_Card
Näherungsabstand-Sensor für Displaysteuerung
Panel aus Magnesiumdruckguss
Bedienung mit Arbeitshandschuhen möglich
NV-RAM-Speichertechnologie ohne Pufferbatterie
Lüfter und festplattenloser Einbau
Ersetzen abgekündigter CNC-Steuerungen – ein zunehmendes Thema
Alte CNC-Steuerungen, die vom Hersteller abgekündigt wurden, stellen ein Risiko dar: Fällt
eine solche Steuerung aus, kann die gesamte Produktion stillstehen.
Aus diesem Grund entscheiden sich immer mehr Unternehmen dazu, abgekündigte
Steuerungen rechtzeitig zu ersetzen.
WIAP hat bereits mehrfach komplette Steuerungen in bestehenden Betrieben ersetzt – oft in
mehreren Schritten und ohne lange Ausfallzeiten.
Link zu den Wiap Umbau Projekten
Erstellt: JW/SW/HPW/AN
005006