CNC-gesteuerte
Multifunktionsmaschine WIAP DM3S für
die Bearbeitung von Ankerstäben
(Armierungseisen mit Gewinden)
Bauzeit mit Konstruktion 8 Monate - ein Auftrag für die SBB
Die WIAP hat im Laufe der Jahre bereits zahlreiche CNC-Maschinen konstruiert und gebaut. Doch dieses Projekt stellte in vielerlei Hinsicht eine besondere Herausforderung dar – nicht zuletzt, weil es sich um eine Sonderanfertigung für einen Schweizer Bundesbetrieb handelte.
Von der ersten Idee bis zur fertigen Maschine wurde alles vollständig von WIAP entwickelt und umgesetzt. Die gesamte Konstruktion – von A bis Z – stammt aus unserem Haus. Eine entscheidende Rolle spielten dabei unsere eigenen Patente, die wir bereits im Vorfeld angemeldet hatten. Sie ermöglichten es uns, die Maschine auf ein nochmals höheres technisches Niveau zu bringen.
Dieses Projekt war nicht nur eine grosse, sondern auch eine schöne Herausforderung – ein Meilenstein für unser Team und ein weiteres Beispiel für die Innovationskraft der WIAP.
3. Projekt Beschreibung
Die WIAP DM3S wurde speziell für die Schweizerische Bundesbahn (SBB) neu entwickelt. Von der ersten Idee bis zur fertigen Maschine lag das gesamte Projekt – Konstruktion, Angebotserstellung, Verkauf, Fertigung und Inbetriebnahme – in der Verantwortung von WIAP.
Besonders bemerkenswert war die kurze Realisierungszeit: In weniger als einem Jahr konnte die Maschine geliefert werden. Möglich wurde dies durch ein neu organisiertes Beschaffungssystem, das nicht nur die Abläufe beschleunigte, sondern auch dafür sorgte, dass die Kosten im vorgesehenen Rahmen blieben.
Dieses Projekt war eine echte Herausforderung – von den ersten Zeichnungen bis zum letzten programmierten CNC-Schritt kam alles aus einer Hand. Dank der heutigen Struktur und Fertigungstiefe bei WIAP sind wir in der Lage, schnell und effizient Maschinen zu konstruieren, anzubieten und umzusetzen – ohne lange Wege oder Verzögerungen.
Wir danken der SBB für das Vertrauen und die Entscheidung, diese Spezialmaschine bei WIAP in Auftrag zu geben – insbesondere für die Herstellung der Ankerstäbe. Es war uns eine Freude, dieses spannende Projekt zu realisieren.
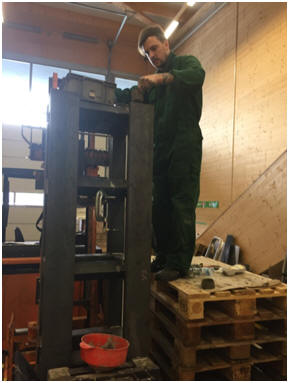
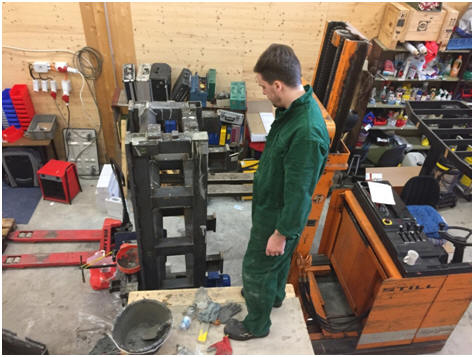
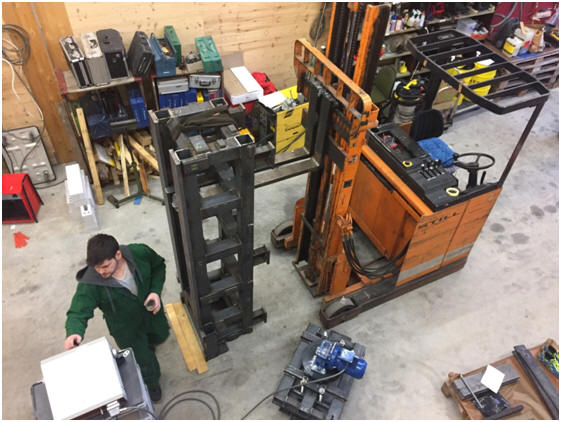
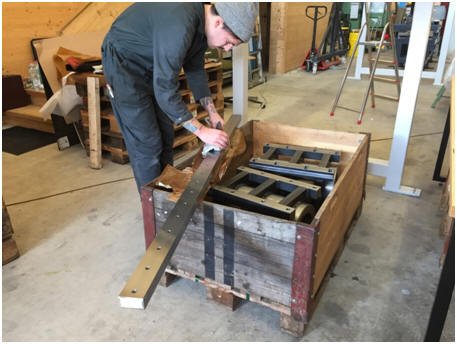
4. Maschinenbett Herstellung
Bild 4 A: Herstellung des WIAP DM3S Maschinenbettes im Hause WIAP
Bild 4 B: Für diese Ausführung wird auch Zement benötigt
Bild 4 C: Die Rohr Hohlräume werden mit dem Füllstoff gefüllt
Bild 4 D: Das gesamte Vibrieren in Kombination mit dem Füllen, nimmt zwar etwas Zeit in Anspruch, doch das Ergebnis ist ein robustes, vibrationsarmes Maschinenbett mit einer nahezu einzigartigen Stabilität
Bild 4 E: Der Vibrator der WIAP MEMV Anlage war hier ein paar Stunden sein Einsatz
Bild 4 F: Es werden aber auch andere Teile MEMV entspannt
Bild 4 G: Ein gründliches Reinigen nach dem Füllen nützt, damit es einfacher ist für die anschliessenden Malerarbeiten
Bild 4 H: Nach dem Füllen und der farblichen Behandlung geht das Bauteil zur externen Weiterbearbeitung.
Bild 4 I: Das Maschinenbett ist besonders robust und schwer ausgeführt, was unerwünschte Vibrationen beim Schälen und Rollieren wirkungsvoll verhindert.
Bild 4 J: Das Maschinenbett und die Futterhalterungskonsole sind nun vollständig bearbeitet und bereit für die nächsten Montageschritte.
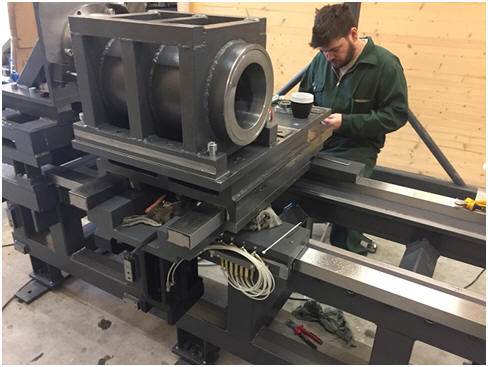
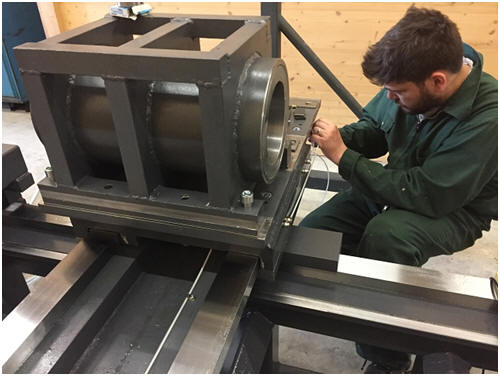
5. Spindelstock Herstellung
Erklärung: Bei dieser Maschine wurde ein neues Spindelstock-System eingeführt. Anstelle teurer Gussteile oder anderer kostenintensiver Komponenten wurde der Spindelstock aus Normrohren und Ausbrennplatten gefertigt. Die Innenteile wurden passgenau eingeschrumpft, sodass der Bearbeitungsaufwand deutlich reduziert werden konnte. Darüber hinaus ist ein spezielles Ummantelungssystem vorgesehen, mit dem der Spindelstock nach dem VDSF-Verfahren (Vibrations-Dämpfendes Stabil-Füllsystem) gefüllt und wirkungsvoll vibrationsgedämpft werden kann.
Bild 5 A: Das Spindelstock Rohr wird in einen Ummantelungsrahmen geschweisst
Bild 5 B: Alles wird gut verschweisst
Bild 5 C: Ganzheitlich entspannt Auch dieses Bauteil wurde intensiv mit dem MEMV-Verfahren vibrationsentspannt – und zwar komplett in einem Stück. So wird sichergestellt, dass bei der nachfolgenden mechanischen Bearbeitung kein Verzug auftritt, der die Masshaltigkeit stören könnte.
Bild 5 D: Jetzt noch die Vorbereitung für die Malerei
Bild 5 E: Jetzt ist es fertig gemalt, alles noch zum Bearbeiten. Hier muss die Flucht stimmen von den vorderen zu den hinteren Lager, damit die Lebensdauer gut ist. Aber auch die Auflagefläche zur Bohrung ist gut wenn es stimmt, dass wir weniger schaben müssen.
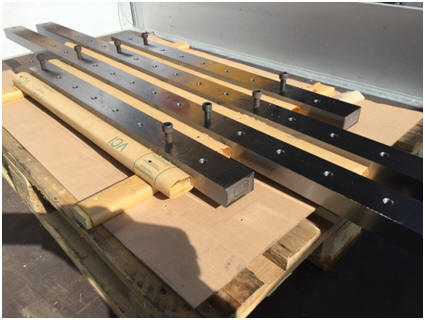
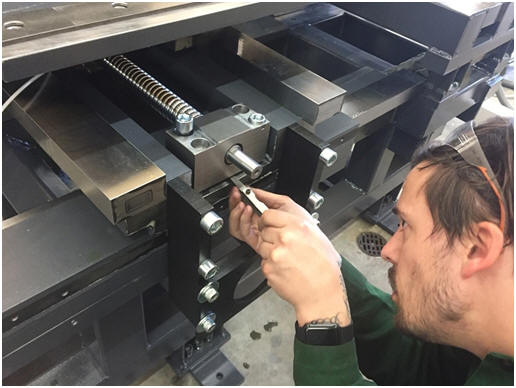
6. Herstellung der Führungen
Bild 6 A: Bewährtes WIAP-Führungssystem. WIAP setzt seit Jahrzehnten auf ein bewährtes Führungssystem. Die Führungen aus CK45 werden gehärtet und geschliffen – mit Laufflächen bis zu 60 HRC. Für zukünftige Anwendungen, bei denen die Führungen nicht direkt Schmutz ausgesetzt sind, kommen alternative Systeme zum Einsatz, bei denen die Montagezeit etwas reduziert werden kann.
Bild 6 B: Führungen in der Montage Vorbereitung
Bild 6 C: Präzise Ausrichtung der Führungen. Damit die Führungen exakt montiert sind, werden sie vor dem Anziehen der Schrauben sorgfältig an die Anschläge herangezogen. So ist sichergestellt, dass die Ausrichtung stimmt und die spätere Bewegung spielfrei und präzise erfolgt.
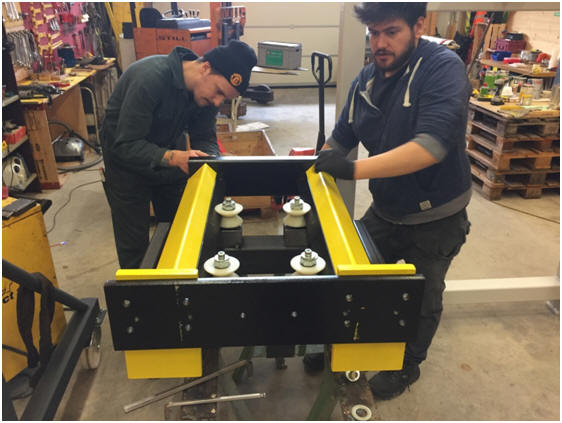
7. Herstellung des Laders HLV
Erklärung zur neuen WIAP-Führungslösung WIAP hat bei ihrer Portalader-Serie PL1 bis PL3 stets gehärtete und geschliffene Führungen eingesetzt – ein bewährtes System für höchste Präzision. Bei der neuen Lösung wurde erstmals ein Laufwagensystem auf einem Vierkantrohr realisiert. Sowohl der Greifer als auch die Lauffläche sind komplette Neukonstruktionen von WIAP und stellen eine innovative Weiterentwicklung dar.
Bild 7 A: Das neue WIAP Lader System HLV
Bild 7 B: Hier ist Jim Widmer beim montieren des neuen Laufwagens
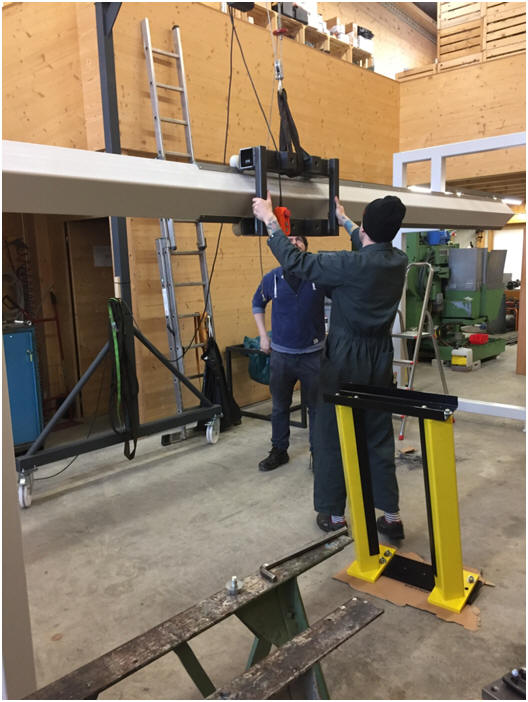
Bild 7 C: Stabilität auf ganzer Länge und doch muss alles absolut stabil und präzise ausgerichtet sein – besonders wenn 4 Meter lange Stangen mit der Maschine bearbeitet werden sollen.
Bild 7 D: Montage des Laufwagens
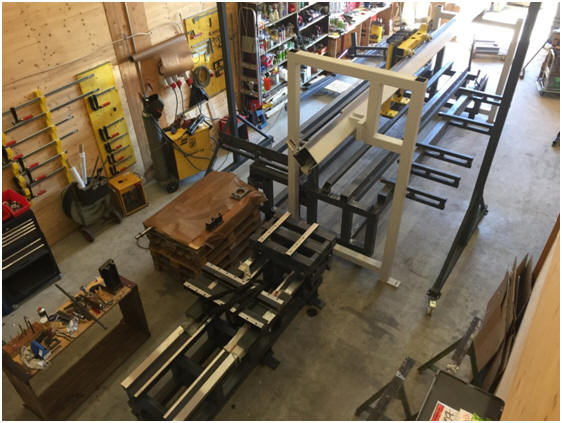
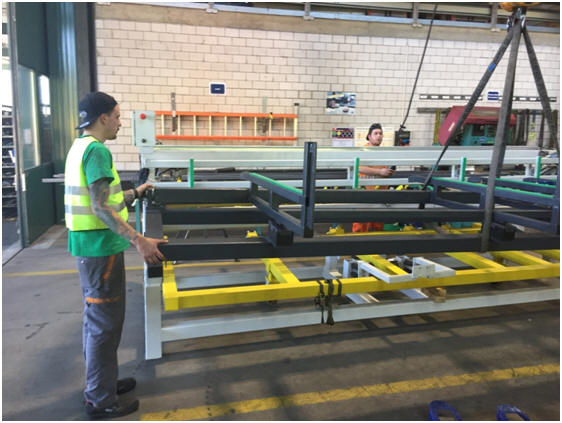
Bild 7 E: Maschine und Portallader in der Montagehalle 1
Bild 7 F: Das Material Speicher System wird aufgebaut
Bild 7 G: Maschinenaufbau mit der Automation
Bild 7 H: Links die Maschine und rechts die Automation
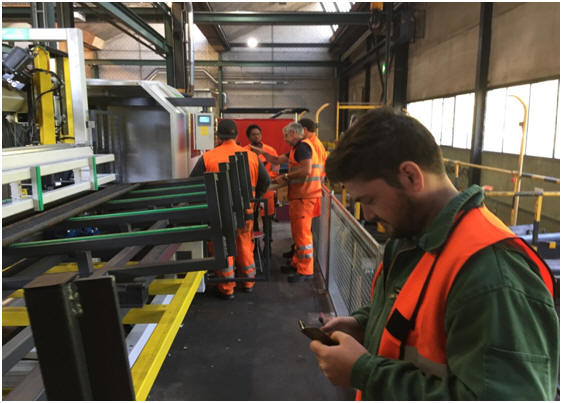
Bild 7 I: Hier ist die Automation in der Halle 2 in der Herstellung.
Bild 7 J: Die Rohteil Auflage.
8. Elektrischer Teil - Herstellung
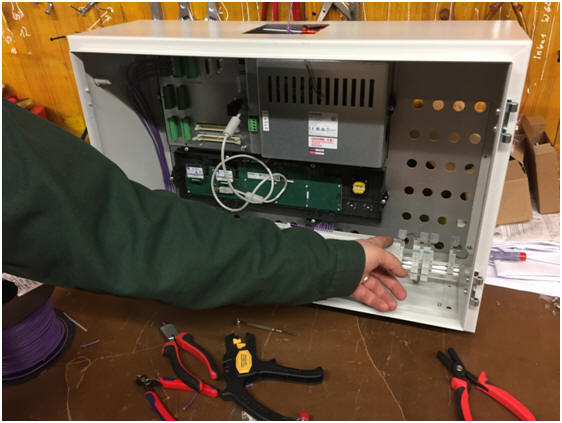
Bild 8 A: CNC Steuerung Sinumerik 808 im Aufbau
Bild 8 B: Kompakte CNC Steuerung
Bild 8 C: Die CNC Frontpatte nach dem WIAP System
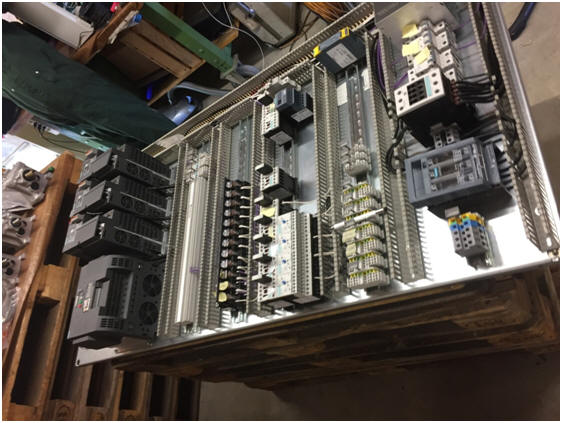
Bild 8 D: Der ganze Elektrosschrank wird als Maschinenbestandteil eingebaut.
Bild 8 E: Hier ist die Ware für Testzwecke vor der Endmontage aufgebaut.
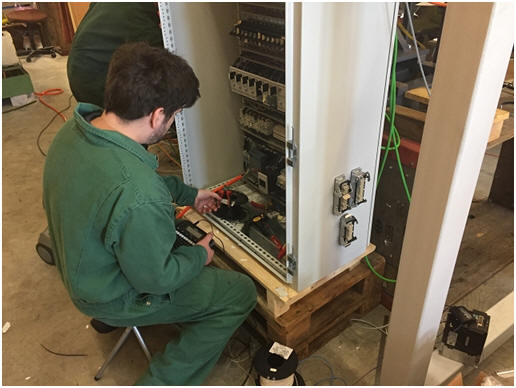
Bild 8 F: Montage des Elektroschankes an der Maschine durch Sven Widmer.
9. Schlitten Montage
Bild 9 A: Kreuzschlitten wird vorbereitet zum malen.
Bild 9 B: Sven Widmer beim einschaben der Z Führung des Schlittens.
Bild 9 C: Auch der lange Keil der Z Achse muss eingeschabt werden. Jim Widmer
Bild 9 D: 2 Spindelstöcke kommen auf den Schlitten. Das ganze Schmiersystem sorgt für eine gute Oelzufuhr an die Führungen.
Bild 9 E: Es gibt schon etwas Arbeit, so eine Maschine zu montieren.
Bild 9 F: Es gibt schon etwas Arbeit, so eine Maschine zu montieren.
Bild 9 G: Auch die Schmierung ist eine Arbeit die Fingerspitzengefühl benötigt.
Bild 9 H: Auch Dai arbeitet sehr gewissenhaft an der Maschine
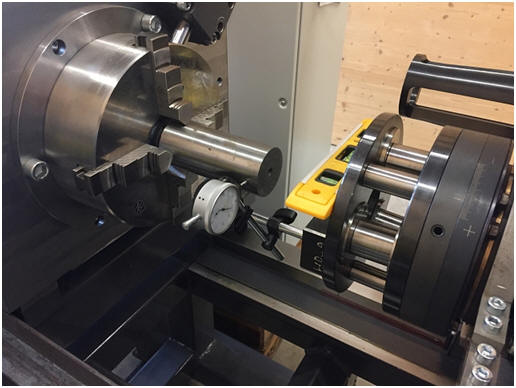
Bild 9 I: Jim und Sven Widmer machen die Geometerie Kontrollen an den 2 Spindelstöcken
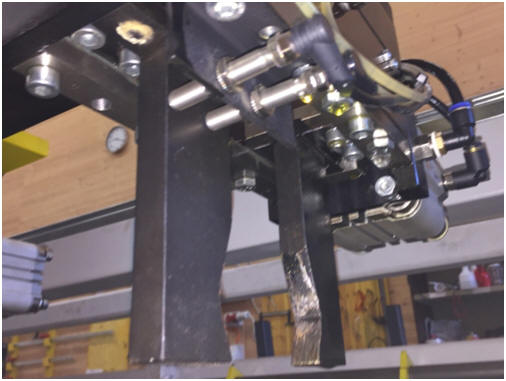
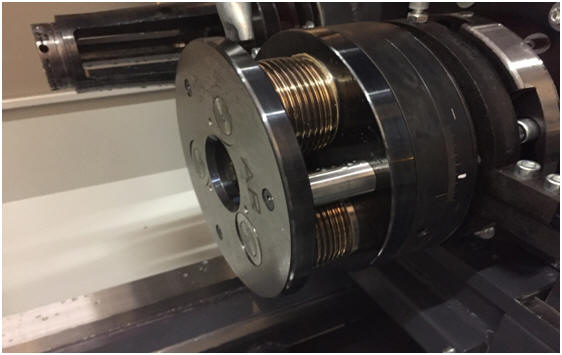
Bild 9 J: Hier wird die Hauptspindel für den Rollierkopf montiert. Es werden Spindellager eingesetzt. O Anordnung 2 auf Druck eines auf Zug.
Bild 9 K: Oben die beiden Spindelstöcke auf dem fahrbaren Schlitten. Unten der X Schlitten Antrieb, Fahrend auf dem Z Schlitten in der Längsrichtung.
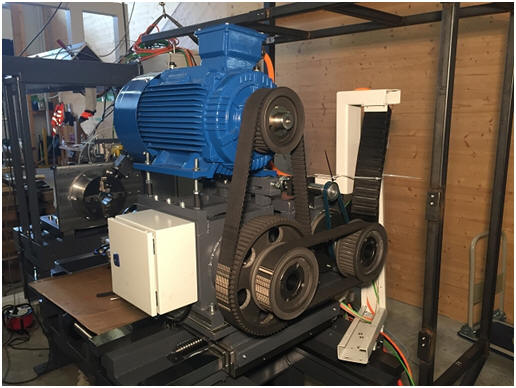
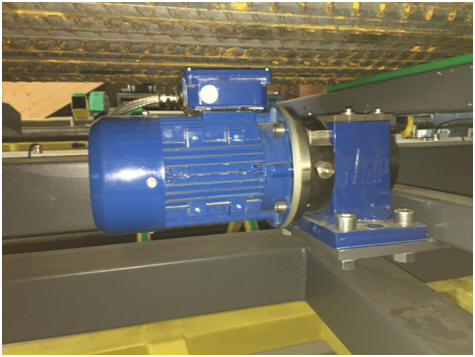
Bild 9 L: Die beiden Spindeln werden mit einem Zentralantrieb angetrieben. Da beide Spindeln einzel im Einsatz sind, ist diese Lösung die einfachste.
10. Endmontage Stufe 1
Bild 10 A: Das ganze Transportsystem sichtbar mit dem Hub Senksystem.
Bild 10 B: Jim Widmer beim montieren an der Automation.
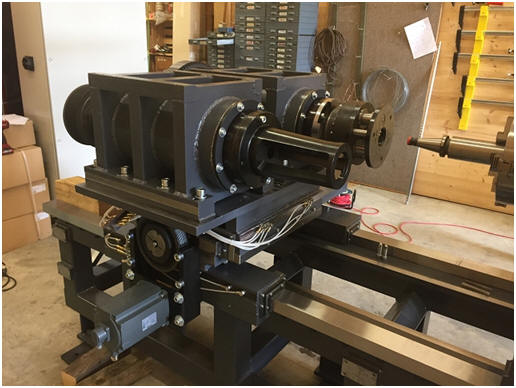
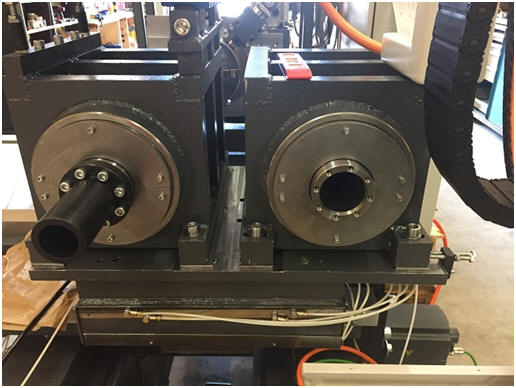
Bild 10 C: Nochmals beide Spindeln von hinten, ohne Riemenscheiben, sichtbar.
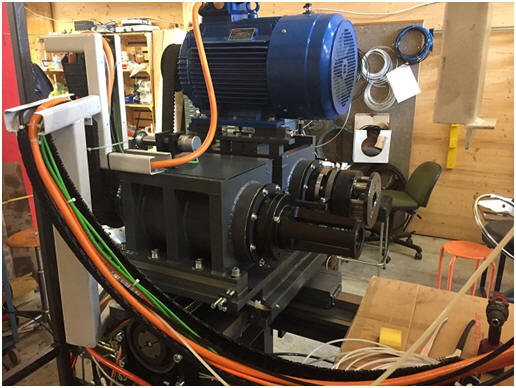
Bild 10 D: Noch eine Ansicht des Spindelmotors 11 KW
Bild 10 E: Sägeblatt Abdeckung bei der Montage
Bild 10 F: Auch die Kabelführung war eine kleine Herausforderung. Aber dank dem kurzen Wegen gut zum handhaben.
Bild 10 G: Die Spindelstöcke kurz vor dem Aufbau der Verschalung.
11. HLV Lader Information
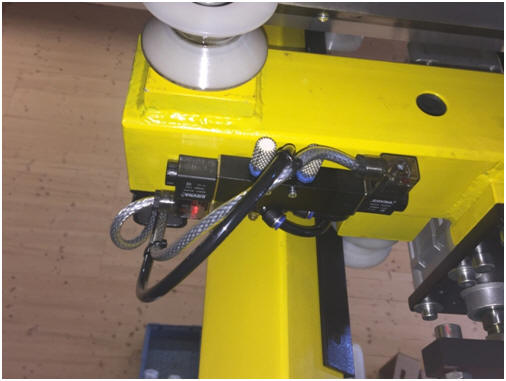
Bild 11 A: Die beiden Doppelgreifer halten die 40 kg Werkstückgewicht ohne dass sie rausfallen bei Energieverlust.
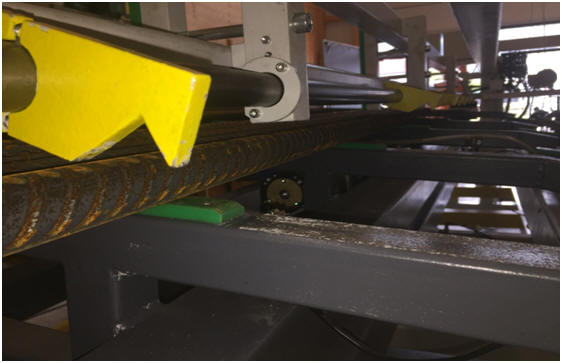
Bild 11 B: Der Laufwagen läuft auf dem Vierkantrohr. Ein Verschleisswinkel schützt das Rohr.
Bild 11 C: Hier sind die Verschleisswinkel gut sichtbar. Auch nach 50000 Teilen hat es keinerlei Laufspuren. Also eine gute Sache diese Kunststoffrollen.
Bild 11 D: Die Automation wurde in der Halle 2 montiert, damit etwas speditiver gearbeitet werden konnte und sich die Leute beim montieren nicht störten.
Bild 11 E: Das Verschalungsgerüst ist jetzt bereits an der Maschine montiert.
Bild 11 F: Der Absenkrechen ermöglicht das kontrollierte Ablegen von Stangen mit Längen zwischen 1 und 4 Metern, ohne dass Gewindeschäden entstehen.
Bild 11 G: Der Auflagerechen für Rohteile erlaubt die Bündelbereitstellung von bis zu 50 Werkstücken.
Bild 11 H: Langsam bekokmmt die Maschine auch eine Verschalung.
Bild 11 I: Unter der ganzen Maschine durch geht ein Späneförder mit wenig hundert Liter Wasser Inhalt
Bild 11 J: Ein Bandfilter sorgt dafür, dass das Wasser zuverlässig gereinigt wird. Das stark rostige Wasser, das von den Stangen abläuft, hinterlässt viel Schmutz. Eine gründliche Reinigung ist deshalb besonders wichtig.
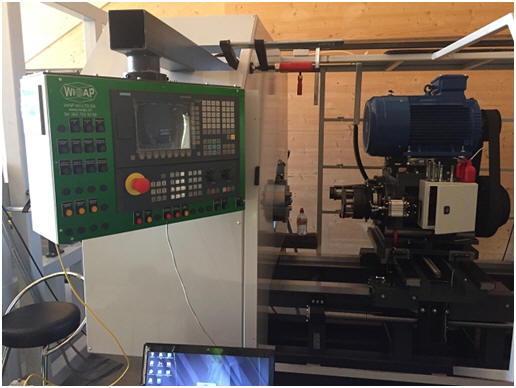
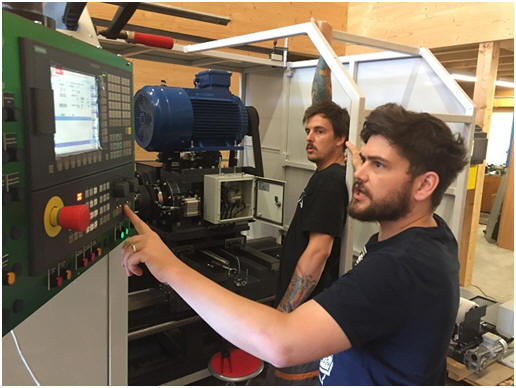
Bild 11 K: Die CNC-Steuerung kann direkt an die Maschine geschoben oder für den Bediener so weit herausgezogen werden, dass sie aus allen Richtungen gut einsehbar und bedienbar ist. Ein System, das dem Bediener etwas Flexibilität erlaubt.
Bild 11 L: Sven Widmer beim Programmieren der Sinumerik 808 und Jim beim beraten.
Bild 11 M: Von links nach rechts: Jim Widmer, Sven Widmer, H. P. Widmer und Dai – neben der WIAP DM3S-Anlage zur Herstellung von Ankerbolzen. Gefertigt für die SBB (Schweizerische Bundesbahnen).
12. Testlauf im Hause WIAP
Bild 12 A: Die Anlage WIAP DM3S bereit für die Testläufe
Bild 12 B: Ein ganzer Bund Stangen, (Ankerbolzen) wird auf den Rechen gelegt.
Bild 12 C: 50 x 40 Kg gibt 2 Tonnen Ankerbolzen
Bild 12 D: Jetzt muss der Bund für die Weiterverarbeitung aufgeschnitten werden.
Bild 12 E: Der aufgeschnittene Bund verteilt sich danach von selbst. Der Auflagetisch ist mit Gummi unterlegt und wird mit einem WIAP Vibrator so in Schwingung versetzt, dass die Stäbe von alleine nach vorne wandern. Der Vibrator verfügt über einen verstellbaren Exzenter, sodass auch unterschiedliche Gewichte je nach Vorgabe bewegt werden können.
Bild 12 F: Dieser Anreger unter dem Rohteil-Rechen sorgt dafür, dass die Stangen gut in Bewegung kommen. Der gesamte Rechen ist auf Gummi gelagert, damit nicht die ganze Maschine mitvibriert. Sobald eine Stange vorne angekommen ist, stoppt der Anreger. Meistens muss er nur ganz kurz einschalten und rütteln – danach folgt wieder eine Pause.
Bild 12 G: Hier wird der Rohling aufgenommen, in die Maschine geführt, bearbeitet, als Fertigteil wieder ausgeführt und abgelegt. Anschliessend wird automatisch der nächste Rohling nachgeliefert. Die gesamte Automationslösung wurde von WIAP konzipiert. Da die erste Version der angebotenen Maschine eine zu kurze Taktzeit hatte – also zu schnell war musste sie umkonstruiert werden. In der Regel ist es eher umgekehrt: Meist wünscht man sich schnellere Prozesse.
Bild 12 H: In dieser Ablage wird das Fertigteil abgelegt. Es ist für 50 Fertigteile konzipiert. Es können aber auch weitere 50 Stück abgelegt werden.
Bild 12 I: Das Fertigteil kann in zwei Zonen abgelegt werden. Ursprünglich war geplant, im hinteren Bereich die Ausschussteile abzulegen. Da jedoch kein Ausschuss anfällt, wurde die Planung geändert: Wenn statt 50 Stück beispielsweise 100 Stück produziert werden, werden die zusätzlichen Teile im hinteren Bereich abgelegt.
Bild 12 J: Hier sind die fertig geschälten und gerollten Gewinde zu sehen. Der gesamte Bund mit 50 Stangen kann nun auf der Fertigteil Ablage zusammengebunden und von dort einfach abgehoben werden. In diesem Punkt lässt sich zudem gut kontrollieren, ob alle Gewinde den Qualitätsanforderungen entsprechen.
Bild 12 K: Gezeigt wird die Gewindekontrolle direkt in der Maschine. Wenn der Gewindelehrring nicht mehr passt, ist das ein Zeichen dafür, dass das Rollierwerkzeug ersetzt werden muss. Der Wechsel der Rollen dauert aktuell etwa 15 Minuten. Ein Werkzeugsatz reicht für mehrere hundert Gewinde und gewährleistet eine konstant hohe Qualität.
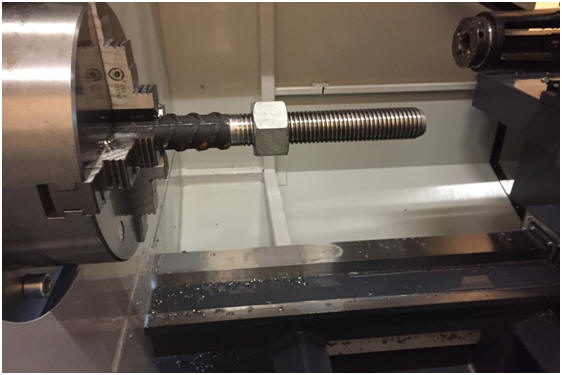
Bild 12 L: Schälwerkzeug für Ankerbolzen. Dieses Spezialwerkzeug dient zum Schälen von rohen Ankerbolzen in einem einzigen Arbeitsgang – und das anstelle des herkömmlichen Drehverfahrens. Das Besondere daran: Das Werkstück bleibt während des Prozesses stationär und rotiert nicht.
Dadurch entfällt die Notwendigkeit, die Stangen mit hoher Drehzahl zu drehen, was die Arbeitssicherheit erhöht und die Handhabung erleichtert. Im Werkzeug ist zudem eine integrierte Anfaseinheit verbaut, die das Werkstück an der Spitze leicht anschrägt. Dies erleichtert das anschließende Rollieren, da das Rollierwerkzeug sauber und präzise am Gewindeeinlauf ansetzen kann.Für unterschiedliche Bolzenlängen sind entsprechende Schälaufsätze verfügbar – auch Verlängerungen sind erhältlich, um längere Werkstücke bearbeiten zu können.
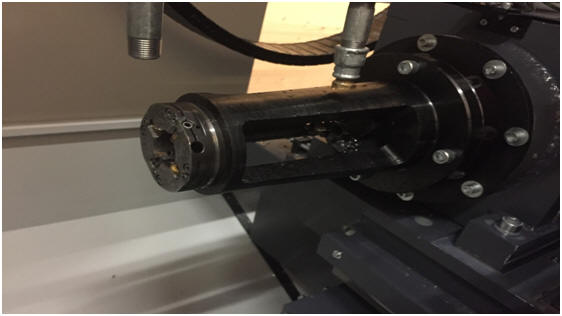
Bild 12 M: Das Rollierwerkzeug ist ein speziell für CNC-Maschinen entwickelter Rollierkopf. Nach dem Fertigrollen öffnet sich der Kopf automatisch, sobald er das Ende des Gewindes erreicht hat. Dadurch kann das Werkzeug problemlos zurückgezogen werden, ohne das fertige Gewinde zu beschädigen.
Beim nächsten Start hängen sich die Rollen wieder selbsttätig ein. Dafür ist ein speziell gewichteter Ring im Inneren des Werkzeugs verantwortlich, der das zuverlässige Wiedereinhängen der Rollen gewährleistet.
Bild 12 N: Hier ist die Maschine WIAP DM3 S bereit für die Uebergabe an den Endkunden
Bild 12 O: In dieser Position befindet sich der neuentwickelte Rohr-Portallader HLV. (Hilfs Lade Vorrichtung) Er steht direkt an der Maschine und hält sowohl das Rohteil als auch das bereits bearbeitete Fertigteil bereit, während das aktuelle Werkstück bearbeitet wird. Dadurch wird ein kontinuierlicher und effizienter Arbeitsablauf sichergestellt.
Bild 12 P: Diese Ansicht zeigt die Beladung von der Rückseite der Anlage. Alle Gefahrenzonen sind so gesichert, dass keine Klemmstellen für das Bedienpersonal entstehen. Bei unbefugtem Zutritt schaltet die Anlage automatisch in den Stopp-Modus. Erst nachdem die Gefahrenquelle beseitigt wurde, kann die Maschine wieder neu gestartet werden.
Bild 12 Q: Diese Maschine konnte in nur acht Monaten konstruiert und gefertigt werden. Der einfache und durchdachte Aufbau machte diese kurze Entwicklungszeit möglich. Dank der langjährigen Erfahrung der WIAP im Bereich Drehtechnik und Sondermaschinenbau verlief das Projekt reibungslos und erfolgreich.
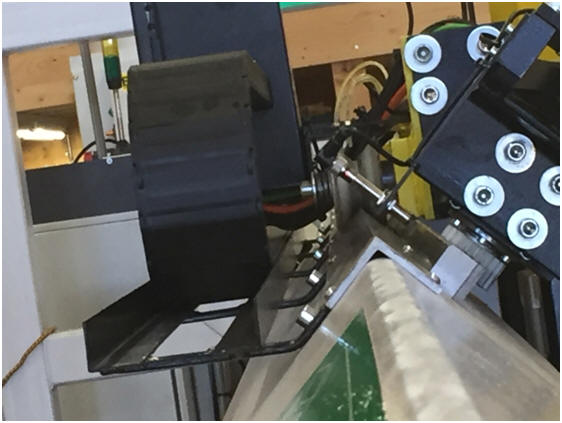
Bild 12 R: Mit diesen Krallen wird die Stange vom Rohteil-Rechen in eine Zwischenstation überführt – dabei wird sie auf ein Prisma gehoben. An dieser Position können sowohl der Rohteil- als auch der Fertigteilgreifer abgesenkt werden, ohne dass es zu einer Störkontur durch die nachfolgenden Rohlinge kommt. So ist ein reibungsloser und sicherer Übergabeprozess gewährleistet.
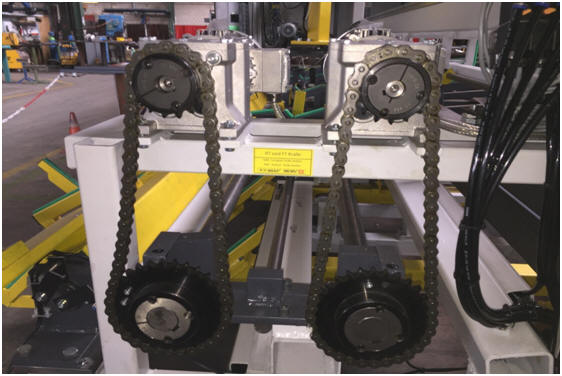
Bild 12 S: Zu sehen ist das Antriebssystem der Rohteil Kralle (links) und der Fertigteil-Kralle (rechts). Ein Getriebemotor übernimmt die Bewegung beider Einheiten. Die Fertigteil-Kralle entnimmt das bearbeitete Werkstück, während die Rohteil-Kralle das neue Rohteil in das Auf- und Ablage-Prisma einführt und dort korrekt positioniert. So läuft der Übergabeprozess automatisch und präzise ab.
Bild 12 T: Die WIAP DM3 S ist eine kompakte, vollautomatisierte Gewindeschäl- und Rollieranlage für Ankerstäbe im Bereich von M20 bis M40 und Längen von 1,5 bis 4 Metern. Entwickelt und gebaut wurde diese Spezialmaschine von WIAP in Dulliken.
13. Transport der Maschine
Bild 13 A: Die Abnahme ist erfolgreich abgeschlossen. Der Kunde ist zufrieden – die Anlage ist bereit zur Auslieferung
Bild 13 B: Antrieb des Schlitz- und Fasenfräsers
Bild 13 C: Auch diese Maschine ist als kompakte Transporteinheit ausgelegt. Die elektrische Steuerung ist integriert, sodass ein Transport ohne aufwendiges Abklemmen von Kabeln möglich ist.
Bild 13 D: Mit dem 5 Tonnen Stapler konnte die Maschine gut angehoben werden.
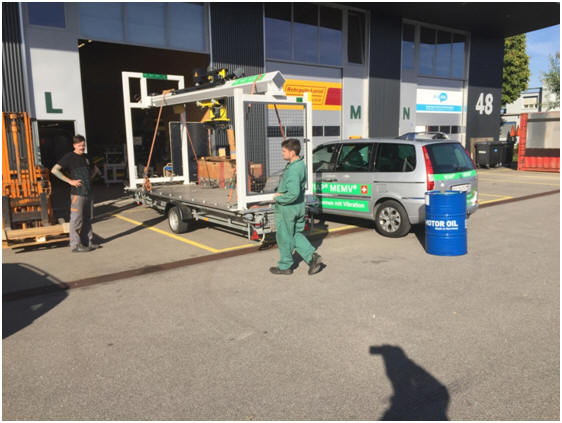
Bild 13 E: Alles ist bereit für den Versand – die Fracht geht von WIAP in Dulliken zur SBB, der Schweizerischen Bundesbahn.
Bild 13 F: Auch das ganze Transportsystem für die Roh- und Fertigteile kann gut transportiert werden
Bild 13 G: Nach einem Tag war das Thema Fracht abgeschlossen. OK bereit für die Produktion.
14. Maschine beim Endkunden
Bild 14 A: Nun ist der Kunde froh. Bis anhin musste er diese bis zu 40 kg schweren Teile zweimal von der Maschine 1 zur Maschine 2 schleppen. Nicht nur ein Mann hatte dabei Rückenprobleme.
Bild 14 B: Die Maschine steht jetzt beim Endkunden. Die Taktzeit wird gemessen, um zu prüfen, ob alles wie in den Unterlagen beschrieben funktioniert. Das unterzeichnete Abnahmeprotokoll war schnell in den Händen der WIAP.
Bild 14 C: Noch etwas Zeit für die Schulung
Bild 14 D: Ja, die Maschine bietet doch ein wenig Komfort. Auch eine Absauganlage sorgt dafür, dass die Umwelt nicht mit Emulsionsdampf belastet wird.
Bild 14 E: Die Maschine ist am Produktionsstandort einsatzbereit. Sie ist für die Serienfertigung ausgelegt und kann auch nachts mannlos arbeiten. Der Mitarbeiter legt am Abend ein Bund mit bis zu 2 Tonnen auf und geht nach Hause – am Morgen ist alles fertig. Gut, oder?
Bild 14 F: Hier ist die Anlage mit der Sicherheitskette zu sehen. Damit Personen nicht versehentlich in den Lichtschrankenbereich laufen, musste diese Zone mit einer Kette markiert werden. Andernfalls stoppt die Anlage automatisch beim Betreten der Gefahrenzone. Was allerdings manchmal lästig war: Wenn die Anlage mannlos laufen sollte und unbeaufsichtigt war, blieb sie im Störzustand – oft 2 bis 3 Stunden – einfach stehen, ohne neu gestartet zu werden. Ein unnötiger Zeitverlust.
Die Abhilfe: eine deutlich sichtbare Anzeige an der Kette.
15. Information über das Programmieren
Die WIAP hat für diese Anlage ein Programmiersystem entwickelt, das es dem Bediener ermöglicht, Programme nur mit wenigen Parametern zu erstellen.
Für die meisten Teile, die bereits einmal gelaufen sind, genügt der einfache Programmaufruf. Ein neues Programm kann mit weniger als 10 Angaben erstellt werden – ein System, das WIAP bereits mehrfach erfolgreich eingesetzt hat.
Es ermöglicht dem Kunden, die Maschine auch ohne CNC-Kenntnisse sicher und effizient zu bedienen.
16. Schlusswort
Anders als in früheren Zeiten, in denen oft auch samstags und sonntags gearbeitet werden musste, verlief dieses Projekt bemerkenswert reibungslos. Die Maschine konnte ohne Sonntagsarbeit und nur mit wenigen Samstagseinsätzen termingerecht fertiggestellt werden und sogar der Urlaub kam dabei nicht zu kurz. Möglich wurde das nur durch die grundlegende Reform unseres Planungssystems bei WIAP. Die klaren Abläufe, schlanken Prozesse und vorausschauende Organisation haben sich bewährt. Am Ende einen zufriedenen Kunden zu sehen, ist für uns die schönste Bestätigung. Genau dafür arbeiten wir – mit Herz, Verstand und Leidenschaft für den Maschinenbau. Erstellt: sw-jw-iw-hp Widmer