

Bild 4A. Transportfahrzeug, das die Rohlinge im Areal befördert. Das Fahrzeug kann sich absenken und auf diese Weise die Rohlinge aufnehmen und transportieren.

Bild 4B. Das Bild zeigt eine Laserscan-Maschine. Die Platten werden auf den Tisch gelegt. Dann müssen sich alle Mitarbeiter aus der Gefahrenzone des Messtrahles entfernen. Im Anschluss vermisst der Laser die Geradheit der Platte. Ist diese nicht ausreichend, muss sie zurück zur Richtmaschine und nachgerichtet werden. Bis dahin musste nach dem Nachrichten die Platte wieder spannungsarm geglüht werden. Zusätzlich muss nur noch einmal MEMV®-vibriert werden, was in einer Stunde erledigt ist. Das MEMV®-Verfahren von WIAP® bietet somit ein grosses Einsparungspotenzial.
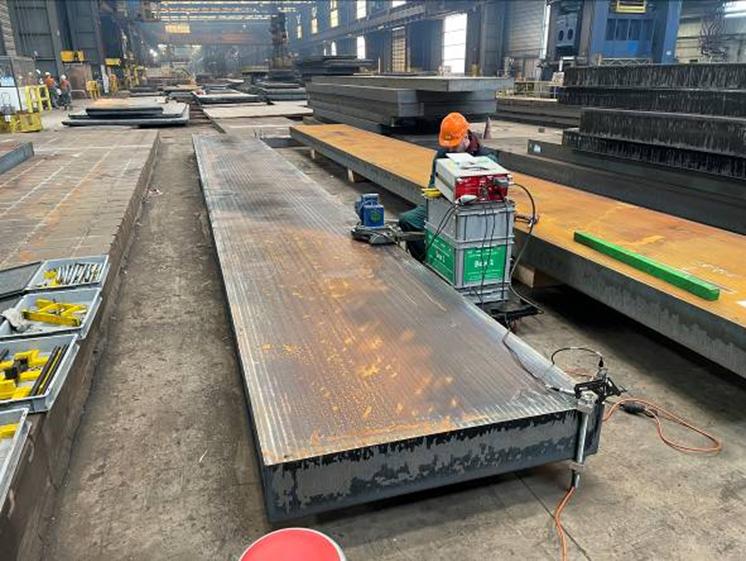
Bild 6A. Wiap® MEMV® entspannen. Viele Platten. Pro Stunde eine Platte, welche bis 40 Tonnen sein können. Hintereinander. Eine nach der anderen wird MEMV® enstpannt.

Bild 7A. Es wurde in 2 Linien MEMV®-entspannt. In der Zeit, in der ein Teil entspannt wurde, konnte das zweite Werkstück durch ein neues Werkstück ersetzt werden.

Bild 8A. Schwere Magnete, wobei einer alleine 10 Tonnen wiegt, verschieben die Werkstücke in der Halle des Herstellers.

Bild 9A. Es gibt Kunden, die nicht erlauben, dass ihre Platten mit Magneten transportiert werden, weil sie dies als störend für die nachfolgende Bearbeitung wahrnehmen. Diese Platte durfte nicht mit Magneten transportiert werden.

Bild 10A. Ein Steuergerät mit einer Bedienerführung ermöglicht es dem Operateur, Metall mit Vibration zu entspannen.

Bild 10K. 4 bis 21 Sonden können am Steuergerät angeschlossen werden. Die gelben markierten sind für die senkrechte Achse Y.

Bild 10L. Das Steuergerät sendet das Protokoll auf ein Laptop oder das Netzwerk. Beide Anschlüsse sind vorhanden.
Bild 10N: Datenablage Information.

Bild 10O. Platten Ansicht bei MEMV Behandlungsprozess